Как при нижнем, так и при верхнем прессовании смесь относительно стенки модели всегда движется в одну сторону — в сторону модельной плиты, поэтому удельные силы тт внешнего трения направлены противоположно движению смеси. В этом случае сжимающие напряжения и, следовательно, плотность смеси уменьшаются по мере приближения к модельной плите.
При уплотнении смеси, как из-за неточности дозирования, так и из-за изменения ее свойств, не удается получить полуформу постоянной высоты. При верхнем прессовании нижней полуформы и при нижнем прессовании обеих пол^форм допускается отклонение их высоты только в большую сторону. При верхнем прессовании слой смеси, выступающий за пределы опоки со стороны контрлада, обычно срезают. При нижнем прессовании срез слоя по ладу недопустим, поэтому при сборке полуформы сопрягают не по ладу опоки, а по поверхности уплотненной смеси, что существенно усложняет процесс сборки форм, а при использовании смесей с малой прочностью на сжатие в сыром состоянии даже появляется опасность разрушения форм при сборке. Кроме того, при нижнем прессовании обеспечивается меньшая точность форм, так как модельная плита не сопрягается с опокой, как это имеет место при верхнем прессовании
Таким образом, в большинстве случаев нижнее прессование по сравнению с верхним не только не улучшает качество форм, а, наоборот, ухудшает его или требует дополнительных мероприятий для сохранения качества. Поэтому нижнее прессование рекомендуется применять только в тех случаях, когда только этот метод позволяет получить форму требуемого качества.
Двухстороннее прессование (рис.5.6, в) можно осуществлять одновременно или последовательно, получая при этом более равномерное распределение плотности по высоте формы, а зона наименьшей плотности располагается у стенки опоки примерно на половине ее высоты. Однако, этому методу присущи практически те же недостатки, которыми обладает нижнее прессование. Поэтому двухстороннее прессование тоже имеет ограниченное применение лишь в тех случаях, когда необходимо обеспечить плотность смеси, одинаковую с обеих сторон формы (обе стороны рабочие).
Повышение эффективности процесса уплотнения
прессовани ем обычно осуществляется путем: а) совершенствования прессового
органа формовочных машин (применение гибкой резиновой диафрагмы, профильной,
многоплунжерной или гидропластовой колодок и т.д.); б) применения наддува в
целях предварительного уплотнения смеси перед прессованием. Конечной целью
обоих методов является получение технологически необходимой степени уплотнения
при пониженных давлениях прессования, что значительно уменьшает брак форм и
отливок.
159
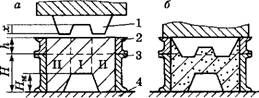
Прессование профильной плитой (рис.5.7).
При низких и средних давлениях прессования часто применяют профильные плиты, необходимые для уменьшения разности степени уплотнения формовочной смеси над моделью и вокруг нее. Прессование смеси профильной плитой
можно разделить на два этапа. На первом со смесью контактируют только выступающие части плиты, происходит внедрение выступа в смесь. После того как вся поверхность плиты войдет в соприкосновение со смесью, начинается второй этап процесса. При этом вначале уплотняется смесь, находящаяся под выступом прессовой плиты, т.е. в зонах II. После достижения состояния предельного равновесия смесь из зоны II перемещается в зону I и уплотняется, что повышает равномерность плотности по объему формы, улучшает ее качество.
В работе [15] предложены основные расчетные формулы для определения геометрических размеров высоты h наполнительной рамки и высоты х выступов профильной плиты:
|
Рис.5.7. Схема уплотнения форм профильной плитой: 1 — профильная плита; 2 — наполнительная рамка; 3 — опока; 4 — модельная плита с моделями |
h = {H-HM){ 5/50-1); (5.25)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.