4. ТЕХНОЛОГИЯ РУЧНЫХ СПОСОБОВ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ
Формовка — это технологический процесс изготовления литейных форм, в основном определяющий качество будущей отливки. В зависимости от типа производства, а также сложности отливки, существует экономическая и техническая целесообразность использования ручных, машинных или автоматизированных методов формовки. Как правило, в условиях единичного и мелкосерийного производства применяют различные виды ручной формовки, отличающейся большим многообразием методов и приемов, позволяющих получать различные по сложности, массе и размерам отливки.
Различают следующие разновидности ручной формовки: в опоках, в почве, комбинированная, сочетающая элементы формовки в опоках и в почве.
4.1. ФОРМОВОЧНАЯ ОСНАСТКА И ИНСТРУМЕНТ
В процессах ручного изготовления литейных форм используются различные приспособления и вспомогательные устройства, называемые формовочной оснасткой: опоки, штыри, подопочные щитки и др.
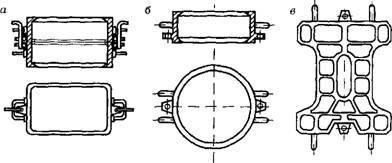
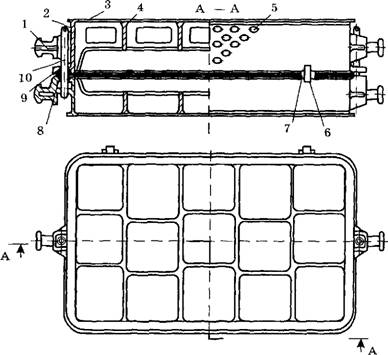
Опоки — жесткие (прямоугольные, круглые или фасонные) рамки (рис.4.1), ограничивающие наружные очертания формы и обеспечивающие выполнение различных технологических и транспортных операций. В зависимости от массы опоки подразделяют на три категории: 1 — ручные опоки массой без смеси до 30 кг; 2 — опоки массой до 60 кг с устройствами для ручного и кранового подъема; 3 — крановые опоки массой более 60 кг. Для удобства транспортировки опоки (рис.4.2) имеют наружную от- бортовку 2, необходимую, так же как и ребра (крестовины) 4, для увеличения жесткости, которая к тому же наряду с внутренней отбортовкой 3 предотвращает выпадение заформованной смеси из опоки. Отверстия 5 служат для облегчения опоки и удаления из формы газов в период заливки. Соединение половинок опок при формовке и сборке обеспечивается штырями 10, которые вставляют в отверстия специальных приливов 9, куда запрессовывают стальные втулки 8. Скобы 6, одеваемые на приливы 7, предотвращают подъем верхней полуформы при заливке расплавом.
Опоки обычно изготавливают либо в литом (из чугуна, стали или вторичных алюминиевых сплавов), либо в сварном (из литых стальных нормализованных элементов или из стандартного проката), либо в сборном (сборном из чугуна и стали) вариантах.
|
Рис.4.1. Опоки: а — прямоугольная; б — круглая; в — фасонная |
|
Рис.4.2. Крановая опока |
Парные
опоки должны плотно без заборов прилегать друг к другу, для чего плоскости их
разъема (лад опоки) необходимо механически обрабатывать и не допускать наличия
на нем остатков формовочной смеси, металла.
При выборе размеров опок следует учитывать, что чрезмерно большие опоки приводят к бесцельной затрате труда на операции формовки и нецелесообразному расходу смеси. Малые же размеры опок могут привести к уходу металла по разъему, про- давливанию расплавом низа формы. В связи с этим для выбора размеров опок для ручной формовки целесообразно пользоваться данными, представленными в табл.4.1.
Таблица 4.1
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.