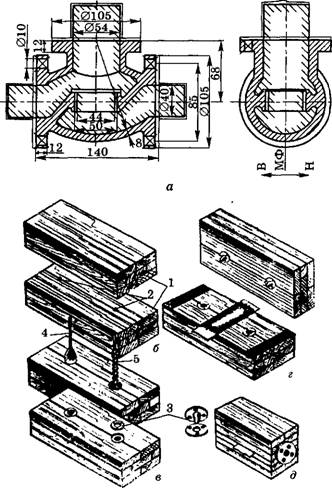
Рассмотрим на примере изготовления модельного комплекта отливки «корпус вентиля», отливаемого из серого чугуна СЧ20. Модельный комплект состоит из разъемной модели и стержневого ящика. На первой (подготовительной) стадии по чертежу на модельном щитке (рис.8.15, а) определяется количество и размеры заготовок, необходимых для изготовления модели. Далее из дре-
|
Рис.8.15. Изготовление модельного комплекта корпуса вентиля: а — чертеж отливки; б — разметка заготовок под шипы; — изготовление углублений и закрепление шипов; г — подготовка заготовки к склеиванию; д — заготовка для модели патрубка |
весины, предварительно склеенной в несколько слоев, делают две заготовки 1 для основной части модели (рис.8.15, б). Затем на обеих заготовках определяют места шипов и намечают центры с помощью маленьких гвоздиков 2. После этого устанавливают металлические шипы 3. Для этого в нижней заготовке (рис.8.15, в) центром 4 сверлят углубления на толщину шайбы шипа. Затем сверлом 5 выполняют отверстия глубиной на 5-8 мм больше высоты шипа. В полученные отверстия от сверления центром шурупами закрепляют шайбы шипов 3. В заготовке для верхней части модели в просверленное центром углубление аналогичным образом закрепляют шипы. Для удобства обработки на токарном станке половинки моделей склеивают, а для разъединения их после обработки между ними прокладывают слой плотной бумаги, оставляя склеенными лишь концы, которые в дальнейшем удаляются (рис.8.15, г). Кроме того, на торцы спаренной заготовки привертывают специальные планшайбы (рис.8.15, д) позволяющие получить обе половинки модели по разъему с точностью ±0,1 мм. Перед установкой на токарный станок спаренных заготовок острые углы древесины срубают (рис.8.16, а).
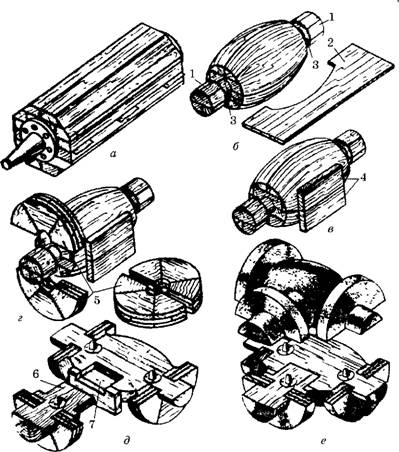
При обработке на токарном станке сначала вытачивают знаки 1 (рис.8.16, б), а, затем обрабатывают наружную поверхность модели. Правильность овальной формы проверяют шаблоном 2. После окончательной обработки шаблон должен плотно прилегать к поверхности, а прямые кромки должны касаться цилиндрических поверхностей знаков. Затем вытачивают углубления 3 для фланцев.
Обточенную заготовку снимают с центров, освобождают от планшайб и разъединяют на две части. После этого у обеих частей заготовки с одной стороны на соответствующем расстоянии от оси вращения выстругивают плоские поверхности под прямым углом к плоскости разъема. К этим поверхностям приклеивают две предварительно подготовленные планки 4 для изготовления галтели по линии пересечения поверхностей двух тел (рис.8.16, в). Фланцы 5 (рис.8.16, г) для модели вытачивают на токарном станке из заготовок, выполненных из косяков.
Цилиндрическую часть модели — патрубок изготавливают тем же способом, что и основную. При этом нужно учесть, что цилиндрическую часть вытачивают больше основной длины на размер шипа 6. С помощью этого шипа половинки патрубка прикрепляют к основным частям модели, в которых делают пазы 7 (рис.8.16, д).
После соединения патрубка с основной частью модели из приклеенных ранее планок вручную вырезают галтель. Затем к модели приклеивают фланцы и окончательно отделывают модель (рис.8.16, е).
Технология изготовления деревянного стержневого ящика к отливке «корпус вентиля» показана на рис.8.17. Стержневой ящик состоит из двух симметричных половинок. Приемы подготовки частей ящика, их соединение аналогичны изготовлению и соединению половинок моделей. Затем намечают на плоскости разъема контур отверстия для стержня (рис.8.17, а). Базой для разметки половинок служат плоскость разъема и выстроганные
|
Рис.8.16. Обтачивание и сборка частей модели корпуса вентиля: а — заготовка, подготовленная к обработке в центрах на токарном станке; б — заготовка, обточенная по шаблону; в — наклеивание планок для изготовления галтелей; г — выточенные фланцы из заготовки с круговыми секторами; д — соединение частей патрубка на половинке модели; е — готовая модель |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.