В стержнях сложной конфигурации, когда образование вентиляционного канала иглой или шомполом невозможно, в процессе изготовления в стержень заформовывают восковые (парафиновые) фитили или капроновые трубки 3 диаметром 4-9 мм (рис.6.8, в), концы которых выводят в знаковую часть стержня. При сушке фитиль расплавляется и остаются каналы для выхода газов. Можно применять также веревочный или резиновый жгуты 5 диаметром 3-5 мм (рис.6.8, д), которые после изготовления стержня выдергивают.
В том случае, когда стержень состоит из двух отдельно изготовленных половин, вентиляционные каналы 4 (рис.6.8, г) прорезают по плоскости разъема и выводят их в знаковые части.
Крупные массивные стержни выполняют полыми, полость заполняют мелкой гарью, коксом, смесью опилок с песком, шлаком и другими пористыми материалами 6 (рис.6.8, е, ж). После окончания процесса уплотнения стержня его знаковую часть соединяют с заполненной пористым материалом полостью каналами или перфорированным трубчатым каркасом 7 с высверленными отверстиями, который, кроме вентиляционных функций, служит и арматурой стержня.
6.3. СТЕРЖНЕВАЯ ОСНАСТКА
К стержневой оснастке относятся: стержневые ящики и шаблоны, контрольные шаблоны, сушильные плиты и кондукторы.
Стержневые ящики должны отвечать следующим требованиям: обеспечивать удобное и равномерное уплотнение стержня; легкую разборку без деформаций и повреждений; иметь достаточную жесткость конструкции и небольшую массу; быть износостойкими и долговечными в работе; обеспечивать возможность простановки каркасов и выполнения вентиляционных каналов.
По конструктивному исполнению стержневые ящики подразделяются на разъемные и неразъемные.
|
Рис.6.9. Основные типы стержневых ящиков для ручного изготовления стержней |
Разъемные ящики с горизонтальными (рис.6.9, б) и вертикальными (рис.6.9, в) плоскостями разъемов состоят из двух и более частей, точно центрирующихся между собой шинами, штырями, замками и другими элементами. Отдельные части разъемных стержневых ящиков в процессе изготовления стержней должны быть плотно соединены между собой с помощью различных типов зажимов: винтового (рис.6.10, а), скобы (рис.6.10, б), накидного крючка (рис.6.10, в) или откидного болта (рис.6.10, г).
Неразъемные ящики (рис.6.9, а) простейшей конструкции представляют собой емкости для заполнения стержневой смесью, имеющие достаточно большие уклоны боковых стенок, обеспечивающие свободное извлечение стержня после кантовки ящика на 180°.
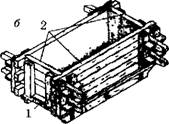
Для изготовления средних и крупных стержней применяют ящики с попарно соединенными стенками (рис.6.11, а), раздельными стенками (рис.6.11, б) или вытряхные стержневые ящики (рис.6.11, в). Однако в ящиках с попарно соединенными стенками (рис.6.11, а) нельзя изготавливать стержни с ребрами, выступами или углублениями, из-за которых невозможен разъем ящиков по диагонали. Для получения таких стержней можно использовать ящики, у которых каждая стенка снимается раздельно (рис.6.11, б). Вытряхные же ящики (рис.6.11, в) можно использовать для получения средних и крупных стержней любой группы сложности. После поворота такого ящика на 180° и съема кожуха объемные
|
Рис.6.11. Стержневые ящики: а — с попарно соединенными стенками; б — с раздельными стенками; в — вытряхной; 1 — дно ящика; 2 — стенки; 3 — отъемные стенки (вкладыши); 4 — полуободы для кантовки ящика; 5 — ручки |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.