Кроме представленных на рис.4.7 основных инструментов, необходимых для ручных методов получения литейных форм, могут использоваться и некоторые другие инструменты, в частности различные щетки, кисти, пульверизаторы для мелких и крупных форм, воздушные пылесосы и др., служащие как для очистки от остатков формовочной смеси, так и нанесения на поверхность полуформы противопригарных покрытий.
4.2. РАЗНОВИДНОСТИ РУЧНОЙ ФОРМОВКИ В ОПОКАХ
Формовка в двух опоках по разъемной модели (рис. 4.8), как и любой другой вид формовки, должна начинаться с подготовки к этой операции модельно-опочной оснастки. Модель внимательно осматривают, очищают от пыли и приставшей к ней смеси, проверяют наличие и правильность изготовления съемных частей модели, элементов литниковой системы. Все обнаруженные повреждения ликвидируются до начала формовки.
После этого приступают к формовке нижней полуформы, для чего модель низа 2 вместе с моделью питателя 3 устанавливают на модельную плиту 1 (рис.4.8, а), которая должна быть прочной и тщательно простроганной. До начала формовки тщательно очищают обе опоки от остатков формовочной смеси и всплесков металла, проверяют чистоту отверстий для установки центрирующих и направляющих штырей. Категорически запрещается использование опок, имеющих различные дефекты: трещины в стенках и цапфах, искажение геометрии лада и т.д.
|
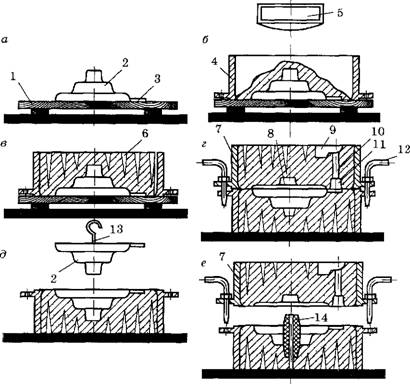
Рис.4.8. Последовательность операций при формовке в двух опоках |
Нижнюю опоку 4 устанавливают на модельную плиту (рис.4.8, б) таким образом, чтобы проушины для штырей 12 были ниже к плоскости разъема. Модель 2 протирают жидким проти- воадгезионным покрытием (например, 50% мазута и 50% керо сина) или припыливают модельной пудрой (например, ликоподием или тальком), обеспечивающих предохранение модели от прилипания формовочной смеси. Затем через сито 5 просеивают облицовочную смесь, толщина слоя которой на модель для мелких и средних сырых форм составляет 10-30 мм, а для крупных форм, подвергаемых поверхностной подсушке,— 30-50 мм. Облицовочную смесь вручную обминают вокруг модели так, чтобы полностью закрыть все поднутрения и выступы.
Постепенно слоями по 50-100 мм нижнюю опоку заполняют наполнительной смесью (рис.4.8, в) и уплотняют ее клиновидным концом трамбовки (не допуская ударов по модели), особенно тщательно вокруг модели, и над ней в углах и у стенок опоки. При послойном наполнении опоки равномерное уплотнение смеси осуществляют вначале клиновидным, а затем плоским концом трамбовки. Следует иметь в виду, что недопустимо переуплотнение смеси, т.к. в этих местах резко уменьшается газопроницаемость формы и возможно образование газовых дефектов в отливке. После того как вся опока будет заполнена на 30-50 мм выше верхнего уровня (контрлада), смесь окончательно уплотняют плоским концом трамбовки, а излишек ее срезают линейкой или лопатой вровень с кромкой опоки. После удаления излишка смеси иглой душником диаметром 3-5 мм накалывают вентиляционные каналы, которые не должны доходить до поверхности модели на 10-20 мм во избежание повреждения модели.
После этого полуформу вместе с модельной плитой поворачивают на 180° (рис.4.8, г), снимают плиту, устанавливают: верхнюю часть модели 8, модели шлакоуловителя 11, стояка 10 и чаши 9. Для предотвращения прилипания формовочной смеси верхней полуформы к нижней на плоскость разъема наносится мелкий сухой кварцевый песок. Остатки его сдуваются с модели сжатым воздухом, после чего ее покрывают противоадгезионным покрытием. Затем по штырям 12 на нижнюю полуформу устанавливают верхнюю опоку 7, которую наполняют вначале облицовочной и наполнительной смесями, которые уплотняют по принятой технологии изготовления нижней полуформы.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.