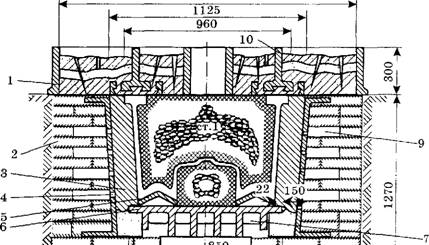
Формовка в кессоне. Для предупреждения попадания почвенных вод формы для крупногабаритных отливок изготавливают в специально устраиваемых ямах — кессонах. На рис.4.28 показана конструкция кессона и технология получения отливки станины продольно-строгального станка массой 6,25 т. Для изготовления кессона в плацу цеха подготавливают яму, выкладывают ее кирпичной кладкой 2, поверх которой устанавливаются чугунные плиты 4 (с отверстиями для отвода газов), ограничивающие объем уплотняемой смеси 3. В стенах кирпичной кладки сделаны каналы 9, идущие по всей длине кладки, и многочисленные мелкие каналы диаметром 6-7 мм. Каналы соединены с вентилятором, который обеспечивает принудительную циркуляцию в них воздуха в процессе заливки и охлаждения формы Подобное принудительное охлаждение формы позволяет одновременно с сокращением цикла охлаждения отливок увеличить скорость охлаждения отдельных их частей, что обеспечивает получение плотной структуры металла в ответственных узлах отливки, дает возможность предупредить образование в них термических напряжений. При этом обеспечение заданного режима охлаждения различных частей отливки может достигаться автоматической системой регулирования.
В нижней части кессона выше кирпичной кладки изготавливается твердая постель с чугунной пустотелой плитой 6, газо- отводящие каналы 7 которой сообщаются с вентиляционной полостью 8.
Массивная подошва станины, расположенная в верхней части формы, охлаждается за счет специальных утолщений крестовин 10, расположенных на расстоянии 20-25 мм от подошвы.
Процесс формовки кессона заключается в
установке на плиту 6 модели (зазор между стенками кессона и моделью — 100- 150
мм), заполнении его смесью, преимущественно ЖСС, уплотнении, отверждении.
После этого осуществляют формовку верхней опоки 1. Затем из кессона и верхней
полуформы извлекают модели, на плиту 6 устанавливают холодильники 5, которые
так же, как и стенки формы, окрашивают противопригарной краской и высушивают.
После этого в кессон устанавливают стержни, покрывают его верхней полуформой,
осуществляют нагружение формы и заливку ее расплавом.
|
|
|
Рис.4.28. Кессонная форма |
|
Выпуск
Рис.4.29. Универсальный кессон |
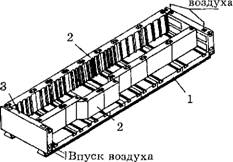
В последние годы начинают находить широкое
распространение универсальные сборные кессоны (рис.4.29), которые представляют
собой сборную металлическую конструкцию из нижних 1, боковых 2 и торцевых 3
плит. Набором определенного числа типовых блоков можно изменять длину кессона
с кратностью 500 мм в зависимости от длины отливки. Перемещением боковых плит
можно изменять ширину блока. Конструктивно элементы блока представляют собой
полые плиты с коробчатым сечением. Изготовление форм в
универсальных кессонах практически не отличается от формовки по обычной технологии.
4.4. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ХУДОЖЕСТВЕННЫХ ОТЛИВОК
В настоящее время известно достаточно большое количество разновидностей художественных изделий, отличающихся друг от друга сложностью, габаритными размерами и массой, а также особенностями изготовления, в соответствии с чем их можно разделить на несколько основных типов:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.