|
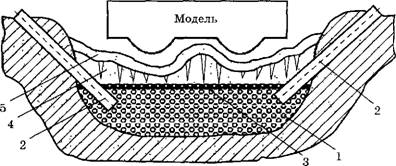
Рис.4.21. Подготовка твердой постели |
Таким образом, твердая постель отличается от мягкой тем, что при ее изготовлении для увеличения газопроницаемости формы применяют коксовый слой и делают наколы вентиляционных каналов, а для увеличения прочности слои смеси уплотняют.
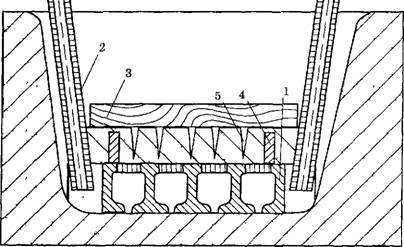
Для снижения трудоемкости и уменьшения времени на изготовление твердой постели можно вместо кускового кокса на дно ямы укладывать чугунную пустотелую плиту 1 с отверстиями для удаления газов (рис.4.22). В специальные отверстия по контуру плиты вставляют трубы 2, служащие для вывода газов из полости литейной формы в период ее заливки расплавом. Сам процесс изготовления твердой постели аналогичен вышеописанному.
|
Рис.4.22. Подготовка твердой постели на чугунной плите: 1 — плита; 2 — труба для вывода газов; 3 — линеика для выравнивания постели; 4 — подкладка, ограничивающая толщину постели; 5 — вентиляционные каналы Процесс формовки заключается в том, что после подготовки твердой постели 1 (рис.4.23), нижнюю часть модели 5 осаживают л |
|
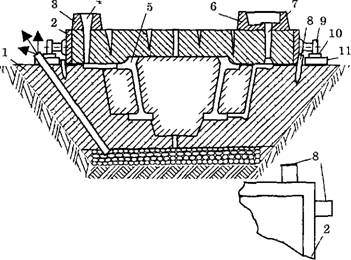
Рис.4.23. Закрытая формовка в почве по твердой постели |
и выверяют по уровню или ватерпасу. Смесь вокруг модели уплотняют, а плоскость разъема выравнивают и посыпают слоем разделительного песка. Затем на поверхность разъема устанавливают верхнюю опоку 2, верхнюю часть модели 5, модели стояка 7 и выпора 4. Для фиксации опоки 2 при формовке и сборке возле ее двух противоположных углов забивают по два колышка 8. При формовке опок больших размеров колышки забивают у всех четырех углов. Затем модель в опоке обкладывают облицовочной смесью, засыпают и утрамбовывают в несколько приемов наполнительную смесь. Очистив с верхней опоки излишки смеси, выполняют вентиляционные наколы. Затем удаляют модели стояка и выпора, после чего осуществляют кантовку верхней опоки.
Из верхней полуформы и нижней, расположенной в почве, извлекают модели, исправляют повреждения, отделывают форму. Если необходимо, форму сушат, окрашивают противопригарным покрытием и устанавливают в нижнюю полуформу стержни. Затем осуществляют сборку формы, устанавливая верхнюю полуформу между колышками 8, поворачивая ее всегда по часовой стрелке. Сборку формы завершают установкой литниковой чаши 6 и воронки выпора 3. Перед заливкой на форму накладывают груз. Чтобы не повредить при этом нижнюю полуформу, перед установкой груза под цапфы 9 верхней опоки подкладывают доски 11 и затем между доской и цапфой забивают клинья 10.
|
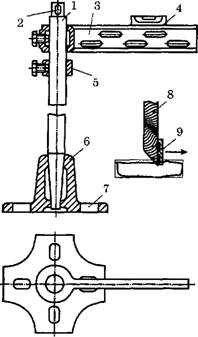
Рис.4.24. Приспособления для формовки по вращающемуся шаблону |
Формовка по вращающимся шаблонам
применяется в единичном и мелкосерийном производстве средних и крупных
отливок, имеющих форму тела вращения (втулки, цилиндры, трубы, маховики и
т.д.). Этот способ эффективен в тех случаях, когда изготовление модели
неэкономично и при малой ее стойкости. Наиболее распространен способ формовки
по шаблону с вертикальной осью вращения. Для его осуществления необходимо
применять приспособление (рис.4.24), состоящее из чугунной крестовины 6 с
крепежными отверстиями 7, являющейся опорой всего устройства. Гнездо
крестовины 6, имеющее коническую форму, служит для установки шпинделя 1, на
который одевают поворотный рукав 3 и стопорное кольцо 5. Для крепления шаблона
8, окантованного металлической планкой 9, в рукаве 3 выполняют горизонтальные
прорези. Для подъема шпинделя краном служит отверстие 2, а уровень 4 необходим
для установки шпинделя в строго верти кальное положение.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.