Толщина слоя формовочной смеси на различных участках формы
|
Вид формы |
Расстояние, мм |
||||
|
от модели до стенки опоки |
от модели до низа формы |
от модели до верха полуформы |
между отдельными моделями |
||
|
для нижней полуформы |
для верхней полуформы |
||||
|
Сырые песчано- глинистые: мелкие средние |
20-30 50-75 |
50-75 100-125 |
35-60 75-100 |
0,3 от высоты модели полуформы |
0,5 от высоты модели полу формы |
|
Сухие песчано- глинистые: средние крупные |
75-125 125-200 |
100-150 150-250 |
100-150 150-250 |
75-125 -II- |
75-125 -//- |
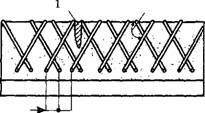
Элементы центрирования опок включают в себя штыри 10 и втулки 8 (рис.4.2), изготавливаемые, как правило, из сталей марок сталь 40-45, тщательно обработанные и закаленные до твердости НРС 40-45. При этом втулки (рис.4.3) в зависимости от выполняемых функций подразделяются на: центрирующие (рис.4.3, а), имеющие круглые отверстия, а также направляющие (рис.4.3, б) с прямоугольным или эллиптическим отверстием. При ручной формовке и сборке обычно применяют одни и те же штыри, свободно вставляемые в приливы опок, или закрепляют штыри в верхней или нижней опоках.
Подопечные плиты (щитки) — металлические или деревянные гладкие плиты, на которые устанавливаются транспортируемые к месту заливки собранные формы.
|
60-80°С |
|
j|0-100 мм для средних опок 60-80 мм для больших опок |
|
|
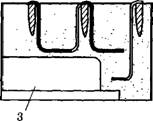
Металлические крючки (рис. 4.4), изготавливаемые из стальной
проволоки диаметром 5-8 мм, служат для укрепления больших выступающих или
свисающих частей («болванов») формы. Один конец крючка обычно навешива- Рис.4.3. Центрирующие и ют
на крестовину, а другой рас- направляющие
втулки полагают параллельно поверхности модели или разъему формы.
При этом крючки устанавливают не вертикально, а с наклоном в разные стороны.
Высота крючков должна соответствовать размерам опоки и укрепляемого места с
таким расчетом, чтобы крючок не доходил до модели на 10-20 мм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.