|
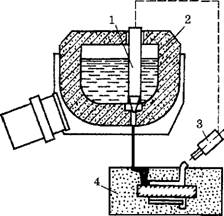
Рис.9.5. Схема дозирования сплава с помощью фотоэлемента |
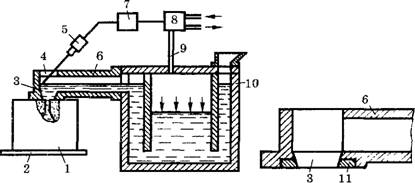
Установка, представленная на рис.9.6,
используется предпочтительно для заливки форм, изготавливаемых в быстрой последовательности
(например, на автоматических формовочных линиях) и собираемых перед заливкой в
стопки. В миксере 10 над максимальным уровнем зеркала металла укреплена головка
6, расположенная над площадкой для формы 1 высотой, точно соответствующей
высоте формы (чтобы выпускное отверстие непосредственно и плотно ложилось на
верхнюю плоскость формы 1). Над выпускным отверстием 3 в головке 6 находится
окно 4, в котором располагается прибор 5 для измерения уровня металла в
головке, связанный с электронным устройством 7 или регулято-
|
Рис.9.6. Установка с индукционным подогревом сплава |
ром 8 давления газа. В начале заливки форма 1 подается под выпускное отверстие 3, а затем газ поступает по трубопроводу 9 в миксер и подает расплав в головку 6. Форма 1 последовательно поступает под выпускное отверстие 3 и заполняется расплавом при постоянном уровне его в головке 6. После заливки стопки передвигаются, при этом расплав из головки не удаляется, а струя металла обрезается, но не вытекает. Это достигается тем, что отверстие 3 плотно прилегает к форме 1 с помощью уплотни- тельного кольца 11 в выпускном отверстии 3. Установка обеспечивает заливку под постоянным регулируемым металлостатиче- ским напором.
9.2. технологические схемы выбивки отливок из форм
Выбивка отливок может производиться различными
способами, зависящими от технологии изготовления форм, размера и конструкции
выбиваемых опок, режимов работы литейного цеха и др. Широкое применение для
выбивки литья получили выбивные решетки механического действия. Работа
выбивных решеток заключается в следующем: выбиваемую форму или полуформу (после
предварительной распаровки) подают на полотно решетки, которому сообщается
колебательное движение. В момент, когда ее ускорение достигает величины
ускорения силы тяжести, происходит отрыв опоки от решетки и дальнейшее
движение системы сопровождается последовательными соударениями опоки с
полотном решетки. В результате действия ударных инерционных сил на опоку со
стороны решетки уплотненная в форме смесь разрушается и происходит выбивка
отливки.
При разработке технологической схемы выбивки отливок данный процесс необходимо расчленить на операции и переходы, определяемые технологией формовки и металлоемкостью формы. Так, процесс выбивки отливок из безопочных форм (рис.9.7) можно разделить на операции: дробление смеси; извлечение или транспортировка отливок; операция разрушения формы отсутствует. Операция дробления смеси 4 формы 1 в этом случае начинается на выбивной решетке 2 и заканчивается на второй выбивной решетке 5. Транспортирование отливок 3 осуществляется в люльках подвесного конвейера 6 или пластинчатым конвейером, куда отливки загружаются при открытии откидного борта выбивной решетки 5. В данной схеме совмещаются операции дробления смеси и погрузки отливок. Схема эта приемлема, если характер рабочего процесса выбивных решеток и их конструкция позволяют дробить смесь.
1-1 j у .—Схема выбивки отливок из JjJ' \ Т опок может быть выполнена в
ГI *JP [jg----------- gj двух вариантах (рис.9.8). В
первом — форма разрушается за одну операцию, а во втором эта операция разделяется на несколько переходов. В первом варианте форма разрушается на одном рабочем месте с помощью выбивного пресса 1. Передаточным механизмом 3 ком смеси 2 с отливкой передается на инерционную выбивную решетку 4 для дробления смеси. Операция погрузки отливки осуществляется вибросклизом или выбивной решеткой 5 на пластинчатый конвейер 6 (или на подвесной конвейер). Распаривание опок осуществляется распа- ровщиком 7. Распарованные опоки идут на формовку каждая по своей линии, проходя операцию очистки на выбивной раме 8.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.