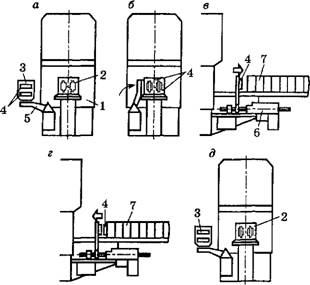
На первой операции оператор укладывает стержни в рамку- макет 3, которая имитирует вертикальный разъем безопочной формы 2 и перемещается при помощи механизма 5 (рис.5.61, о). Стержни 4 располагаются вертикально и удерживаются за счет вакуума, создаваемого отдельно стоящим вакуумным насосом. Установка стержней в рамку-макет 3 производится во время закрытия формовочной камеры, надува в нее смеси, двустороннего прессования и вытяжки моделей. Непосредственная простановка стержней в полость безопочной формы осуществляется после выталкивания ее из формовочной камеры и сборки ее со стойкой 7 ранее изготовленных форм. На второй операции рамку-макет с уложенными стержнями оператор двумя клапанами приводит в движение. Стержневая рамка с помощью рычага 5 поворачивается и входит внутрь стойки форм в момент открытия формовочной камеры (рис.5.61, б).
|
Рис.5.61. Схема простановки стержней в безоночные формы с вертикальной плоскостью разъема |
На третьей операции рамка-макет со стержнями 4 перемещается вперед к стопке форм 7 (рис.5.61, в). Как только рамка- макет касается формы, срабатывает клапан и стержни входят в посадочные места полости формы.
На четвертой операции оператор изменяет направление движения рамки, она начинает двигаться назад к формовочному автомату (рис.5.61, г). И, наконец, на пятой операции рамка поворачивается и занимает исходное положение (рис.5.61, д).
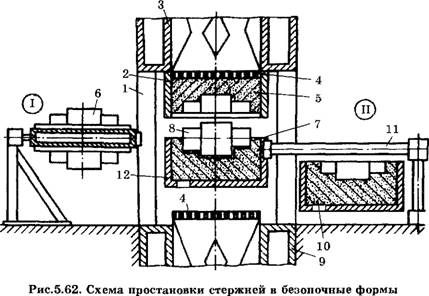
Укладка стержней в безопочные формы с горизонтальной плоскостью разъема производится следующим образом (рис.5.62). Формы изготовляются пескодувно-прессовым способом по двусторонней модели. Для этого в конструкции автомата безопочной формовки 1 предусматривается верхняя 3 и нижняя 9 пескодувные головки с пескодувными плитами 4. Уплотнение смеси производится в верхней 2 и нижней 12 формовочных камерах. После уплотнения смеси происходит вытяжка моделей. По окончании вытяжки двусторонняя модель 6 смещается на боковую позицию I. Изготовленная нижняя полуформа 10 также выдвигается на боковую позицию II, а на ее место штоком 11 подается такая же, изготовленная ранее нижняя полуформа 7, но уже с уложенным стержнем 8. После этого происходит сборка нижней полуформы. Готовая нижняя полуформа поступает на позицию простановки стержней. Для обеспечения работы формовочного автомата ниж-
|
с горизонтальной плоскостью разъема |
ние полуформы изготавливают предварительно или верхние полуформы 5 поступают к месту сборки с некоторым отставанием по циклу.
Роботизированный комплекс простановки стержней в полуформы (рис.5.63) включает литейный конвейер 2 с установленными полуформами 3, робота-простановщика 1 стержней, подвесной конвейер 4 с транспортными плитами 5 и уложенными стержнями 6. Вакуумное устройство робота захватывает стержень, переносит его к литейному конвейеру и укладывает его в полуформу.
5.7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА ПРИ МАШИННОЙ ФОРМОВКЕ
1. Перед началом работы надеть и привести в порядок спецодежду и обувь, застегнуть обшлага рукавов, заправить одежду, убрать волосы под плотно облегающий головной убор.
2. Проверить наличие на рабочем месте опок, модельных комплектов, инструмента и приспособлений для изготовления отливок, проверить состояние модельных плит, моделей и опок (нет ли трещин, забоин, заусенцев и т.д.).
3. Проверить исправность шлангов для подвода сжатого воздуха, надежность их присоединения к штуцерам; не присоединять и не отсоединять шланг при открытом вентиле воздухопровода, а при перерывах в работе закрывать вентиль воздухопровода.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.