В последние годы большое распространение в литейных цехах массового и крупносерийного производства получают ком-
|
|
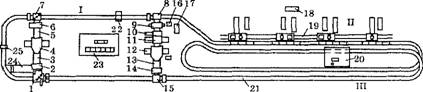
Рис.5.57. Схема автоматической формовочной линии модели 7505: 1 — механизм съема нижних полуформ; 2 — механизм выбивки
нижней полуформы; 3 — приводной рольганг со щеткой; 4 — автоматическая формовочная машина нижних полуформ; 5 — рольганг подачи нижней полуформы; 6 — кантователь на 180°; 7 — механизм установки иа конвейер иижией полуформы; 8 — механизм сборки форм; 9 — кантователь на 360°; 10 — установка для накалывания вентиляционных отверстий сверху; 11 — установка для накалывания вентиляционных отверстий снизу;
12 — автоматическая формовочная машина верхних полуформ;
13 — рольганг подачи верхней опоки со щеткой; 14 — механизм выбивки верхней полуформы; 15 — механизм съема верхней
полуформы; 16 — пневмооборудование; 17 — гидрооборудование; 18 — электрооборудование участка заливки; 19 — заливочная
площадка; 20 — электрооборудование литейного конвейера; 21 — литейный конвейер; 22 — стержнеукладчик; 23 — пульт управления; 24 — система разделения смеси и отливок; 25 — щетка очистки платформы конвейера
плексные автоматические линии на базе автоматических формовочных машин моделей 7506 или 7507, отличающихся друг от друга, в основном, размерами заформованных опок и их металлоемкостью — соответственно 1100x750x300 и 1500х1100х 400 мм, 60 и 200 кг.
Технологический цикл изготовления отливок на линиях 7505 (рис.5.57) включает следующие операции: раздельную формовку нижних и верхних полуформ на автоматических формовочных машинах 4 и 12 (участок формовки I), простановку стержней, сборку полуформ, их заливку (участок заливки II), охлаждение форм (участок охлаждения III), съем верхней полуформы и ее выбивку, очистку верхней опоки и передачу ее к формовочной машине, съем нижней полуформы с отливкой с конвейера и ее выбивку, очистку нижней опоки и передачу ее к формовочной машине, отделение отливки от формовочной смеси. Производительность линии при 7 работающих составляет 240 форм в час.
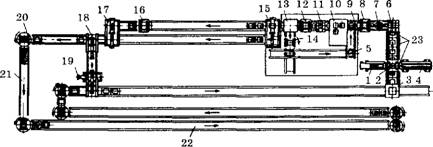
Отдельную группу автоматических формовочных линий составляют линии на базе многопозиционных установок, работающих на встряхивающе-прессовом способе уплотнения с плавающей оснасткой моделей JI650, JI651 и JI653 соответственно для опок с размерами в свету 1000x800, 1200x1000, 1600x1200 мм. Линия (рис. 5.58) представляет собой систему автоматических устройств, взаимосвязанных в единый замкнутый комплекс приводными и неприводными рольгангами. После выбивки путем выдавливания кома прессом 2 отливка сталкивателем 1 перемещается на выбивную решетку 4, а освобожденная пара опок по рольгангу 23 направляется к распаровщику 6, который производит разъединение опок и переталкивание их друг за другом (сначала верхняя, затем нижняя опока) в сторону формовочной установки. При этом на механизме очистки 7 происходит освобождение внутренних и наружных поверхностей опок от остатков отработанной смеси, а в кантователе 8 — поворот нижней опоки на 180°. Затем опоки поступают на механизм сборки с мо-
|
Рис.5.58. Схема автоматической формовочной линии модели JI651 |
делью 9 и на первую позицию формовочного автомата, где осуществляется заполнение опок смесью дозатором 10 и предварительное встряхивание. На позиции II производится окончательное уплотнение смеси встряхиванием с одновременным дифференциальным прессованием под давлением до 1,6 МПа. Далее заформованный комплект переталкивается в кантователь 12, где поворачивается на 180° (моделью вверх), а затем — в механизм вытяжки 13. При перемещении комплекта из кантователя в механизм вытяжки осуществляется срезание излишков смеси со стороны контрлада опоки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.