|
|
|
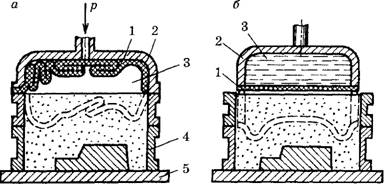
Рис.5.12. Схемы прессования гибкой диафрагмой: а — и б — пассивная диафрагменные головки |
|
активная |
Прессование гибкой диафрагмой (рис.5.12).
Так же как и многоплунжерные, диафрагменные прессовые головки по характеру воздействия на смесь делятся на активные (рис.5.12, а) и пассивные (рис.5.12, б), которые способны осуществлять получение форм с достаточно равномерным распределением плотности.
Первые
из них, называемые диафрагменными, состоят из эластичной диафрагмы 1,
закрепленной в корпусе 2, и рабочего тела 3 (как правило, сжатого воздуха),
находящегося в герметичной полости корпуса 2 за диафрагмой. Равномерность
уплотнения смеси достигается тем, что диафрагма под действием сжатого воздуха,
впускаемого в головку, давит на формовочную смесь в опоке, обжимая и уплотняя
ее со всех сторон модели. При этом чем больше начальная высота столба смеси,
тем больше столб сожмется, поэтому после уплотнения профиль контрлада в
какой-то степени повторяет профиль модели, расположенной на модельной плите 5.
Рабочая поверхность диафрагмы обычно превышает площадь опоки на 30-40%.
Давление диафрагмы на смесь практически равно давлению в заводской сети —
0,5-0,6 МПа. Стойкость резиновой диафрагмы толщиной 6 мм недостаточно высока и
обычно не превышает 60 тыс. формовок. Активные диафрагменные головки
используют, как правило, при верхнем прессовании, т.е. головка выполняет
функцию прессового механизма, для получения средних и крупных форм размером до
2000x865x255 мм. Иногда для повышения стойкости диафрагмы изготавливают
двухслойными. Внутренний слой — резина толщиной 3-5 мм, наружный — армированная
тканью резина. Однако такая диафрагма малоэластична и эффективность уплотнения
смеси ею недостаточно высока.
Эластичные головки второго типа (пассивные) заполняются пластичным материалом (рис.5.12, б), обладают значительно большей стойкостью по сравнению с диафрагменными. Как правило, эластичный элемент изготавливают из гидропластмассы, но возможно применение технической или вакуумной резины и др. эластичных материалов. Рабочим телом 3 в головках этого типа является жидкая среда (масло, вода и т.д.), через которую давление передается на эластичный элемент и даже на смесь. При прессовании в надмодельной области напряжения нарастают быстрее и диафрагма 1 над моделью прогибается внутрь головки. Так как жидкость 3 практически несжимаема, то участок диафрагмы, находящийся над слабоуплотненным (околомодельным) столбом смеси, прогибается наружу. В результате этого напряжения, а следовательно, и уплотнение в зоне контакта смеси с диафрагмой будут практически одинаковы для всех точек диафрагмы в данный момент времени. В машинах с пассивными головками прессование может быть верхним или нижним.
Прессование роторной головкой (рис.5.13). Сущность этого метода состоит в том, что опока 2 устанавливается на подмодель- ную плиту 3 с моделью и заполняется формовочной смесью выше уровня контрлада. Затем полуформа перемещается под прессовой роторной головкой, состоящей из нескольких прессующих валков 1, которые прижимаются к смеси с силой Nt и вращаются обычно в сторону, противоположную движению полуформы. При этом каждый валок уплотняет смесь на глубину hL таким образом, чтобы из-под последнего валка полуформа вышла полностью уплотненной. Подобная схема уплотнения создает возможности конструирования высокопроизводительных формовочных машин непрерывного действия, что практически невозможно осуществить при других прессовых методах формообразования. При этом диаметр валка D следует выбирать в зависимости от высоты h слоя смеси, впрессованного данным валком за один проход D = 10h.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.