|
|
|
8 |
|
6 |
|
5 |
|
1 |
|
£3> |
|
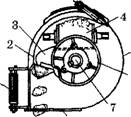
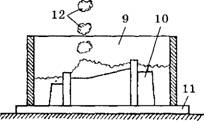
Рис.5.30. Схема пескометного уплотнения смесн в опоке: 1 — рукоятка; 2 — направляющая дуга; 3 — ковш; 4 — ленточный транспортер подачн смеси; 5 — стальной кожух; 6 — ротор; 7 — вал электродвигателя; 8 — выходное отверстие; 9 — опока; 10 — модель; 11 — модельная плнта; 12 — пакет смеси |
Условно процесс пескометного уплотнения можно разбить на три последовательно протекающих этапа: 1) процессы, протекающие в смеси на роторе пескомета; 2) процессы, происходящие при схо де смеси с ротора; 3) процессы, происходящие при попадании смеси в уплотняемую форму.
Струя смеси, попавшая в ротор с быстро вращающимся ковшом, под действием центробежных сил прижимается к направляющей дуге 2 (рис. 5.30), образуя пакет с различной по длине плотностью. Более уплотнен слой смеси, контактирующий с направляющей дугой, так как на него действует давление вышележащих слоев пакета. Степень уплотнения смеси в пакете зависит от радиуса, на котором лежит данный слой пакета. Для обеспечения более благоприятных условий движения и направления выхода смеси
лопатка-ковш на роторе закрепляется под углом 15-20°. Установлено, что пакет смеси сходит с лопатки-ковша пескомета как одно целое тело-пакет. При его встрече с моделью или с ранее уплотненными слоями смеси вследствие торможения в пакете возникают инерционные силы, приводящие к его уплотнению и внедрению в уже уплотненную нижележащую смесь. Существует эмпирическая формула, связывающая плотность формы и энергию подающего пакета:
5П = 1 + СЕ0-08 (кг/м3), (5.29)
где С — коэффициент уплотняемости смеси, С < 0,4-0,6; Е — кинетическая энергия пакета, Дж, Е = тУ2/2; т — масса одного пакета, кг; V— абсолютная скорость схода пакета, м/с.
Уравнение (5.29) справедливо для скоростей схода V = 30- 35 м/с, являющихся главным фактором, влияющим на формирование абсолютной величины плотности формы, полученной пескометным методом.
Степень уплотнения формы связана также со скоростью горизонтального перемещения пескометной головки под опокой. Оптимальной является такая скорость головки (0,4-0,6 м/с), при которой каждый последующий пакет ложится рядом с предшествующим. Если же скорость перемещения головки ниже оптимальной, при набивке формы пакеты будут падать друг на друга, образуя конус смеси. Очередной пакет в этом случае, соскальзывая по поверхности такого конуса, теряет скорость и разрыхляется. В результате форма уплотняется неравномерно, многие ее части остаются недоуплотненными.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.