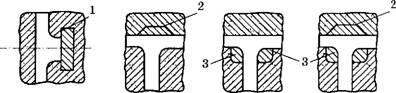
Холодильники (рис. 4.6) — металлические приспособления, устанавливаемые при формовке на модель (а) или после формовки в полость литейной формы, служащие для ускорения процесса охлаждения массивных частей отливки и ее более равномерной кристаллизации. Существует большое разнообразие холодильников по конфигурации и размерам, по функциональному назначению и расположению в форме, разделяющихся на две группы: наружные (рис.4.6, а) и внутренние (рис.4.6, б). Внутренние холодильники перед установкой в форму рекомендуется лудить (или пескоструить) с целью лучшего сваривания с заливаемым расплавом, а наружные — окрашивать и сушить для предотвращения сваривания с телом отливки.
|
|
а
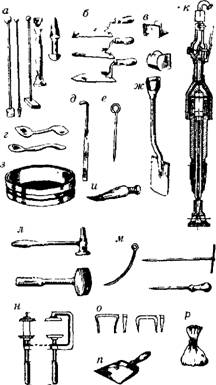
При изготовлении форм и стержней, их отделке и ремонте применяют разнообразный инструмент (рис.4.7), наиболее полный набор которого используется в процессах ручной формовки. Так уплотнение смеси осуществляется ручными трамбовками (рис.4.7, а), а в случае уплотнения крупногабаритных форм используются пневматические трамбовки (рис.4.7, к). Трамбовки, как правило, имеют клиновидный и плоский башмаки, выполненные либо из чугуна СЧ20, либо из резины повышенной твердости. Для просеивания облицовочной смеси при нанесении ее на модель применяют прямоугольные или круглые (диаметр 400- 500 мм) сита (рис.4.7, з) с металлической сеткой,
имеющей размеры ячеек 2- 4 мм Подача наполнительной смеси в опоку осуществляется либо лопатами в
случае формовки опок небольших размеров, либо совками (рис.4.7, ж, п).
Для выполнения вентиляционных газоотводных каналов в формах и стержнях служат стальные иглы — душники диаметром 3-5 мм (рис.4.7, м), которые бывает прямыми и изогнутыми.
Перед извлечением модели из уплотненной полуформы модель расталкивают осторожными ударами по ней металлическим или деревянным (киянка) молотком (рис.4.7, л). Для извлечения модели из полуформы применяют крючки — подъемы (рис.4.7, е) с заостренным концом или резьбой на конце (в этом случае в верхней части модели также выполняется резьба).
|
Рис.4.7. Формовочный инструмент и приспособления |
Отделка
и ремонт полуформы осуществляется с помощью гладилок различной конфигурации,
ланцетов и крючков, которые, как правило, изготавливают из инструментальной
стали, и рабочие поверхности подвергают шлифовке и полировке. Гладил
ки плоские (рис. 4.7, б) применяют для выглаживания прямолинейных поверхностей
формы, для чего их лезвия выполняют прямоугольными, закругленными или
заостренными. Фасонные гладилки (рис.4.7, в) применяют в основном для отделки
углов, галтелей, закруглений. Ланцеты (рис.4.7, г) и
крючки (рис.4.7, д) служат для отделки и исправления узких
малодоступных мест полуформы, кроме того, крючки применяют для удаления остатков
формовочной смеси из углубленных мест.
Кисть-помазок (рис.4.7, и), изготовленная из пеньки или льна, необходима для смачивания формы по контуру модели перед ее извлечением, а также для обработки поврежденных мест формы перед их исправлением.
Струбцины (рис.4.7, к) и скобы (рис.4.7, о и 4.2, 6) предназначены, как уже отмечалось, для скрепления полуформ с целью предотвращения подъема верхней опоки в процессе заливки формы расплавом. Для припыливания моделей или стержневых ящиков, а также плоскости разъема формы антиадгезионным покрытием (тальк, ликоподий, графит и др.) обычно используют мешочки (рис.4.7, р), изготовленные из плотной ткани.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.