Разновидностью процесса изготовления стержней в нагреваемой оснастке является изготовление оболочковых стержней из сухих смесей на основе термоактивного порошкообразного связующего (СФ-015, СФП-011Л или ПК-104). Преимуществами оболочковых стержней являются их высокая прочность, отсутствие необходимости в использовании противопригарных покрытий, возможность получения отливок высокого качества. Основными недостатками оболочковых стержней являются их высокая газо- творность, повышенный расход связующего (до 5,5%) в смеси и длительное время ее отверждения (до 3-5 мин). Однако, несмотря на эти недостатки, оболочковые стержни эффективно применять там, где качество поверхности является определяющим критерием при изготовлении отливок.
Как правило, оболочковые стержни изготавливают на машинах с помощью бункерного, пескодувного или центробежного способов.
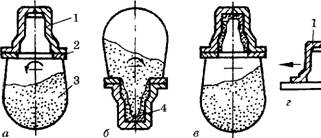
При бункерном способе (рис.7.18, а), нагретый
до температуры 220-240 °С стержневой ящик 1 устанавливают на теплоизо-
|
Рис.7.18. Схема бункерного способа изготовления оболочкового стержня |
ляционную прокладку 2, закрепленную на бункере 3 со смесью. При повороте бункера на 180° (рис.7.18, б) смесь поступает в полость ящика, где выдерживается до получения оболочки 4 заданной толщины (6-20 мм в зависимости от требуемой прочности). Затем бункер возвращается в исходное положение
(рис.7.18, в), остатки смеси осыпаются в него из ящика, который после необходимой выдержки (3-5 мин открывается и из него извлекается стержень 4 (рис.7.18, г).
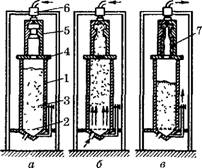
Более рациональным и производительным является пескодувный метод изготовления оболочковых стержней. Надув смеси в ящик осуществляется в основном снизу (рис.7.19), для чего к пескодувному резервуару 1, предварительно заполненному смесью 3, через водо-охлаждаемую плиту 4 прижимают пневмо- цилиндром 6 нагретый стержневой ящик 5 и под пористую перегородку резервуара 2 впускают сжатый воздух. Смесь под действием сжатого воздуха поднимается вверх и заполняет полость стержневого ящика. После окончания процесса формирования оболочки 7 необходимой толщины подача сжатого воздуха в резервуар прекращается и избыток смеси попадает в пескодувный резервуар. После окончательного отверждения стержень извлекается из стержневого ящика.
|
Рис.7.19. Схема пескодувного способа изготовления оболочкового стержня |
Для
изготовления оболочковых стержней круглого сечения наиболее эффективным является
центробежный способ (рис. 7.20). Процесс изготовления стержня начинают с
загрузки дозы смеси специальным опрокидывающимся лотком 3 в ящик 2, находящий
ся в нагревательной печи 1 (рис.7.20, а). Для образования
внешнего знака стержня на поворотной оси 5 лотка имеется подпружиненный диск
4, закрывающий знаковую часть стержневого ящика во время загрузки его смесью.
После поворота лотка на 180° смесь под действием центробежных сил вращающегося
ящика равномерно распределяется и уплотняется по его внутренней поверхности,
образуя оболочковый стержень 6 (рис. 7.20, б). После этого лоток возвращается
в свое исходное положение и после окончания процесса отверждения стержня и
остановки вращающегося ящика стержень с помощью толкателя 7 извлекается из
ящика (рис.7.20, в).
При массовом производстве цилиндрических оболочковых стержней используются многопозиционные центробежные машины, работающие в пульсирующем режиме — передвижка на одну позицию, остановка для производства очередной операции, снова передвижка и т.д.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.