13
Зак 2456
весие и она обваливается, что приводит к образованию в отливке земляных раковин.
Для устранения этого недостатка в середине 60-х годов было предложено формовку газифицируемых моделей осуществлять в ферромагнитные сыпучие материалы (стальная или чугунная дробь) с упрочнением формы в магнитном поле.
|
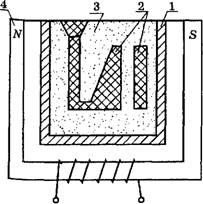
Рис.5.39. Схема магиитиой формовки |
Сущность способа магнитной формовки (рис.5.39) заключается в том, что в контейнер-опоку 1 помещают модель 2 из пено- полистирола, выполненную совместно с литниковой системой, и засыпают ее ферромагнитным формовочным материалом 3. Далее контейнер 1 помещают в магнитное поле электромагнита 4, под действием которого металлические дробинки намагничиваются и прочно сцепляются между собой, в результате чего форма приобретает объемную прочность. После заливки формы расплавом, кристаллизации и охлаждения отливки магнитное поле снимают, и дробь, размагничиваясь, свободно высыпается из контейнера. Затем дробь охлаждается и снова поступает на формовку Достоинствами этого метода являются: возможность получения отливок с высокой размерной точностью; уменьшается объем очистных работ; благодаря высокой газопроницаемости формы исключается образование газовых раковин в отливках; сокращается цикл формовки и период охлаждения отливки благодаря повышенной теплоаккумулирующей способности формы; существенно снижаются (по сравнению с прессованием или встряхиванием) энергозатраты на изготовление форм. Кроме того, метод магнитной формовки достаточно легко поддается ком-
|
Рис.5.40. Схема потоков в автоматической установке магиитиой формовки |
плексной механизации и автоматизации (рис.5.40), что позволяет использовать его как в мелкосерийном, так и в массовом производстве отливок.
На эффективность процесса магнитной формовки оказывают влияние ряд факторов: материал и режим уплотнения формы; величина магнитной индукции; покрытие модели; тип и размер литниковой системы; положение модели в форме.
При выборе положения модели в форме следует учитывать не только возможность создания минимальной напряженности газового режима, но также возможность равномерного виброуплотнения наполнителя по всей поверхности модели и наиболее благоприятного расположения ее относительно магнитного потока при заливке формы.
Основными критериями при выборе материала формы являются магнитные свойства металлических песков, определяющие прочность формы, а также дисперсность, оказывающая основное влияние на газопроницаемость формы. Кроме того, формовочный материал должен обладать высокой степенью размагничивания (магнитомягкий материал) для обеспечения разупрочнения формы после образования твердой корки металла кристаллизующейся отливки. Всеми перечисленными свойствами обладают такие сыпучие дисперсные ферромагнитные материалы, выпускаемые промышленностью для очистки отливок и для порошковой металлургии, как дробь стальная и чугунная колотая или литая, железный порошок (ПЖ), имеющий преобладающие размеры частиц 0,16-0,40 мм.
Для обеспечения высокого качества поверхности отливок, получаемых в магнитных формах, газифицируемые модели, как правило, окрашиваются быстросохнущими термостойкими противопригарными покрытиями. Упрочнение магнитной формы до заливки и ее разупрочнение после затвердевания отливки происходит практически мгновенно и без механических усилий. Быстрое охлаждение отливки в форме и легкая выбивка ее создают возможность закалки или нормализации отливок из стали непосредственно после выбивки без повторного нагрева.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.