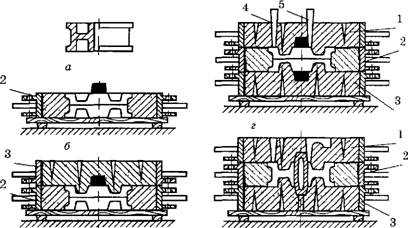
ходимы две и более плоскости разъема. На рис.4.17 в качестве примера представлена последовательность операций формовки катка с двумя ребордами (рис.4.17, а) в трех опоках по разъемной модели. Процесс начинают с формовки средней опоки (рис.4.17, б). После уплотнения смеси в средней опоке ее плоскость разъема заглаживают гладилкой, присыпают разделительным песком, а затем устанавливают нижнюю опоку 3 (рис.4.17, в), в которой таким образом уплотняют формовочную смесь. Обе опоки переворачивают на 180 (рис.4.17, г) и, установив модели стояка 5, выпора 4 и верхнего стержневого знака, уплотняют смесь в верхней опоке 1. После этого вырезают литниковую чашу, извлекают модели стояка и выпора. Перевернув верхнюю опоку, из нее извлекают верхнюю часть модели, а сняв среднюю опоку, извлекают вторую часть модели. Затем форму отделывают и собирают под заливку (рис.4.17, д).
|
Рис.4.17. Формовка в трех опоках |
|
д |
|
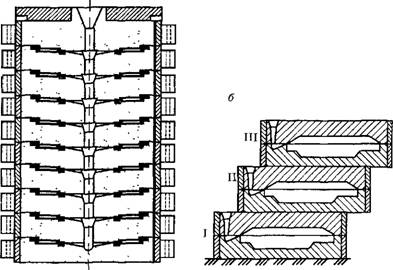
Этого недостатка лишен способ литья в ступенчатые формы (рис.4.18, б), когда первую (нижнюю) форму устанавливают на плацу цеха, а каждую последующую сдвигают- относительно ни- |
Стопочная формовка бывает двух типов — этажная и ступенчатая.
Первая (рис.4.18, а) применяется для изготовления небольших
по размерам отливок, например поршневых колец, некоторых деталей санитарно-технической
арматуры и др. Стопка форм имеет центральный стояк, через который производят заливку
всей стопки форм. Серьезным недостатком такого способа является повышенное
давление расплава, оказываемое на нижние формы, в результате чего отливки,
получаемые в них, имеют существенные искажения размеров.
жележащей на расстояние, которое обеспечивает свободную и безопасную заливку форм.
а
|
Рис.4.18. Стопочная формовка: а — этажная, б — ступенчатая |
Применение стопочной установки форм под заливку обеспечивает не только повышение съема отливок с единицы формовочной площади в 1,6-1,7 раза, но и повышает производительность труда заливщика.
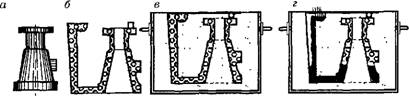
Формовка по газифицируемым моделям применяется при изготовлении крупных (массой более 1,5 т) отливок при их индивидуальном и мелкосерийном производстве. Особенность метода заключается в том, что заформованная модель перед заливкой не извлекается из формы, а во время заливки газифицируется под действием теплоты расплава. В результате этого происходит освобождение литейной полости и заполнение ее расплавом (рис.4.19, г).
|
Рис.4.19. Схема технологического процесса получения отливки в форме с газифицируемой моделью |
Газифицируемая модель (рис.4.19, б), изготавливаемая из пенополистирола, имеет конфигурацию и размеры, в точности повторяющие отливку (рис.4.19, а), но отличается от нее на величину усадки металла, а также наличием литниковой системы. Использование газифицируемых моделей позволяет избавиться от стержней, а отсутствие на модели формовочных уклонов, отъемных частей, плоскости разъема дает возможность получать отливки, отличающиеся повышенной геометрической точностью. Устранение пригара на поверхности отливки достигается покраской пенополистироловой модели самовысыхающим противопригарным покрытием. Подготовленную таким образом модель вместе с литниковой системой устанавливают в опоку или специальную емкость, которую заполняют смесью (песчано- глинистой, ЖСС или ХТС) и осуществляют процесс формовки (рис.4.19, в). При этом в форме не делают открытых прибылей или выпоров, чтобы устранить выделение в атмосферу цеха газов и сажи от разложения газифицируемой модели. Для достижения хороших экологических условий труда участок получения отливок по газифицируемым моделям оснащается хорошей приточно- вытяжной вентиляцией.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.