Решением дифференциального уравнения (5.21) является уравнение (5.22), которое справедливо для малых значений t, т.е. при использовании импульсных или пескодувных методов уплотнения смесей (когда t < сотых долей секунды):
|
at рА |
|
(5.22) |
|
5 = 5г |
|
1 + |
1 ехр -
Таким образом, используя математические модели плотности формовочной смеси, можно с достаточно большой степенью достоверности рассчитывать плотность формы и выбирать рациональные режимы машинных методов формовки.
5.2. МАШИННЫЕ СПОСОБЫ УПЛОТНЕНИЯ СМЕСЕЙ
Эти способы (машинная формовка) применяют в основном в серийном и массовом производстве отливок. Современные литейные цехи мелкосерийного и единичного производства применяют такие машинные методы формообразования, которые оснащены быстросменной модельной оснасткой. В противном случае резко снижается эффективность использования формовочных машин.
Машинная формовка по сравнению с ручной имеет ряд преимуществ, основные из которых следующие:
повышенная производительность труда;
возможность осуществления комплексной механизации или автоматизации процессов изготовления отливок;
повышенная точность отливок и, как следствие этого, уменьшение припусков на механическую обработку.
Все машинные методы формообразования по характеру воздействия на смесь в процессе формовки можно подразделить на: прессовые, динамические и комбинированные.
5.2.1. ПРЕССОВЫЕ МЕТОДЫ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ
Одним из основных классификационных признаков прессовых методов уплотнения является направление движения смеси относительно стенки опоки. В соответствии с этим признаком различают верхнее прессование или прессование со стороны контрлада, нижнее прессование или прессование со стороны лада, двухстороннее прессование. Вторым классификационным признаком является давление прессования формовочных машин, в соответствии с которым все способы условно можно подразделить на способы с низким (до 0,3 МПа), средним (0,3-0,7 МПа), повышенным (0,7-2,0 МПа), высоким (2-6 МПа) и сверхвысоким (выше 5 МПа) давлением прессования. И, наконец, к третьему классификационному признаку относится конструкция прессовой головки: плоская и профильная жесткие прессовые плиты, эластичная плита, решетка, многоплунжерная, роторная и лопастная головки.
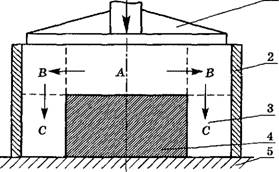
При прессовании опоки с моделью (рис.5.5) жесткой плоской колодки в начале процесса возникает сильное перенапряжение и переуплотнение объема смеси А над моделью. Здесь раньше на-
|
Р |
|
лр
Рис.5.5. Схема перетекания смеси в процессе прессования формы. 1 — прессовая колодка; 2 — опока; 3 — смесь; 4 — модель; 5 — стол машины |
|
1 |
ступает состояние предельного равновесия и происходит деформация сдвига. В результате часть смеси перетекает из этого объема в объемы В, где также приходит в состояние предельного равновесия. При продолжающемся сжатии смесь из объемов В перетекает в объемы С, которые таким образом получают некоторое дополнительное уплотнение к тому, которое в них создается непосредственно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.