Преимущества процесса заключаются, во-первых, в достижении достаточно высокой равномерности уплотнения по объему смеси, во-вторых, в экономичности метода, связанного с низким
К недостатком процесса следует отнести: высокую чувствительность к режимам уплотнения, необходимость использования более сложной оснащенной системы оснастки, вент как на модельной плите, так и в карманах модели.
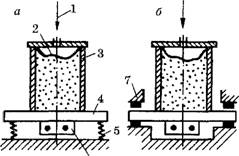
Вибропрессовое уплотнение литейных форм разработано для повышения эффективности прессовой формовки и может быть реализовано по двум схемам (рис.5.24). При прессовании опока со смесью 3 — опока; 4 — стол; 5 — амортизаторы; совершает гармонические 6 — вибраторы; 7 — ограничители колебания, а при виброударном прессовом методе появляются еще дополнительные ударные нагрузки, обусловленные введением ограничителей. Установлено, что по сравнению с процессом прессования вибропрессование позволяет увеличить плотность формы и равномерность распределения плотности по сечениям формы. Для вибропрессования наиболее оптимальными являются следующие режимы: частота колебаний 110 Гц; амплитуда 0,75 мм; давление прессования 0,2 МПа; продолжительность вибрации около 10 с. Для виброударно-прессового — максимально действующие линейные ускорения вибрации 3,0 д; давление прессования 0,2-0,5 МПа; время уплотнения 5-10 с. При этом в качестве прессующих элементов могут использоваться не только гибкие диафрагмы, представленные на рис.5.24, но и другие любые механизмы прессования, включая дифференциальные многоплунжерные прессовые плиты.
|
расходом воздуха и электроэнергии.
6 Рис.5.24. Схемы методов вибропрессования (а) и виброударно-прессового (б): 1 — подача сжатого воздуха (давление прессования); 2 — гибкая диафрагма; |
Прессово-ударное уплотнение
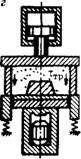
литейных форм может быть реализовано по четырем основным схемам (рис.5.25). При всех
Рис.5.25. Схемы прессово-ударного уплотнения при нижнем (а, б) и верхнем (в, г) расположении прессового механизма: а, в -— верхнее прессование; б, г — нижнее прессование
вариантах ударник 1 расположен снизу и удары наносятся по столу 4 машины. При первых двух вариантах (рис.5.25, а, б) прессовый механизм 2 также расположен снизу. Стол 4 соединен с поршнем 3 прессового механизма, а смесь или опока упираются в плиту 5, закрепленную на жесткой траверсе 6. При третьем и четвертом вариантах (в, г) прессовый механизм 2 расположен сверху и при ударе прессовая плита 5 может перемещаться вверх, сжимая рабочее тело.
Прессово-ударное уплотнение состоит из двух процессов: собственно прессово-ударного уплотнения, при котором в сжатой смеси в результате удара резко возрастают напряжения, и статического прессования, протекающего между двумя ударами. При ударе изменяются реологические свойства смеси и резко уменьшаются коэффициенты бокового давления и трения, что способствует лучшей уплотняемости смеси. Оптимальные режимы прессово-ударного уплотнения: давление прессования — 0,2-0,3 МПа, удельная кинетическая энергия ударника — 1,5-2,5 Дж/кг.
В связи с тем что разделить во времени прессование и удары ударника практически невозможно, этот метод нельзя отнести к группе комбинированных методов уплотнения.
5.2.3. КОМБИНИРОВАННЫЕ МЕТОДЫ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ
|
|
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.