прогрев стержней и форм происходит плавно и на всю глубину;
увеличивается скорость (в 10-12 раз) и сокращается время сушки (время сушки стержней на основе синтетических смол — 4-5 мин, а на основе жидкого стекла — 3 мин);
улучшается качество поверхности форм и стержней (не образуется корок);
увеличивается прочность форм и стержней; улучшаются санитарно-гигиенические условия в цехе. Недостатками высокочастотной сушки являются: значительные затраты электроэнергии (120 кВт/ч на 1 т сухих стержней); необходимость применения неметаллических (например, пластмассовых) сушильных плит, т.к. на металлических конденсируется влага; невозможность использования связующих, окисляющихся при сушке; недостаточный нагрев стержней вокруг металлических каркасов.
Весьма перспективным с точки зрения производительности процесса и качества получаемых форм и стержней является новый процесс их сушки с помощью микроволнового нагрева.
|
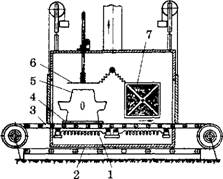
Рис.6.34. Схема установки для сушки форм и стержней токами высокой частоты |
Процесс микроволнового нагрева стержней состоит
в том, что стержни подвергают электромагнитному излучению определенной
частоты. Компоненты стержневой смеси поглощают это излучение и нагреваются.
Однако поглощать микроволновое излучение способны лишь неметаллические
материалы с полярной молекулярной структурой. Металлы же отражают это
излучение, а такие неметаллические материалы, как кварцевый песок, стекло,
керамика, пропускают его. Полярная молекула воды позволя
ет применять этот метод удаления влаги из стержней. Метод отличается более
высокой производительностью, чем сушка горячими газами, поскольку нагрев в
последнем случае осуществляется за счет передачи тепла снаружи через смесь на
основе кварцевого песка, имеющую низкую теплопроводность. При микроволновом
методе сушки происходит генерирование тепла непосредственно в молекулах воды
сразу во всем объеме стержня.
Преимущества микроволновой сушки особенно ярко проявляются при подсушке стержней после нанесения на них красок на водяной основе. Такая сушка не только ускоряет процесс удаления влаги, но и обеспечивает целостность слоя краски, так как температура нагрева не превышает 100 °С. К числу материалов, способных поглощать микроволновое излучение, относятся также вещества, содержащие связанную воду, — гидраты, силикаты.
Перспективным является использование микроволн в качестве ускорителя отверждения холоднотвердеющих смесей (ХТС). Одна из фирм США вводит в стержневую ХТС специальную добавку, поглощающую микроволновое излучение, при этом отверждение стержня осуществляется непосредственно в стержневом ящике, который выполняется из гипса или керамики.
В микроволновых установках, применяемых в литейных цехах, используются магнетроны, генерирующие электромагнитное излучение с частотой порядка 2450 мГц (длина волны около 12,5 см). Генераторы устанавливаются сверху на свод рабочей камеры, в которую подаются стержни. Излучение, проникающее в камеру, многократно отражается от ее металлических стенок и пронизывает стержни во всех направлениях. Хорошие результаты по микроволновому отверждению получены в Японии при использовании смеси с термореактивной смолой, содержащей в качестве катализатора кислую соль — NH4C1 или (NH4)2S04 в количестве 2-20% от массы смолы. После микроволновой обработки в течение 30 с прочность образцов на изгиб составила 75х105 Н/м2.
Этому методу присущи практически те же недостатки, что и сушке с помощью ТВЧ. Кроме того, генераторы микроволнового излучения весьма дороги, а также требуется для сушки стержней использовать специальные резонаторные камеры, что существенно усложняет технологический процесс.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.