1. ФУНКЦИОНАЛЬНОЕ НАЗНАЧЕНИЕ ЛИТЕЙНОЙ ФОРМЫ
1.1 ОСНОВНЫЕ ПОНЯТИЯ О ПРОЦЕССЕ ПРОИЗВОДСТВА ОТЛИВОК В РАЗОВЫХ ФОРМАХ
Для производства отливок необходимы литейная форма и жидкий сплав. Литейная форма — это система элементов, образующих рабочую полость, в которую заливается жидкий металл. Литейные формы могут быть разового и многократного использования. Выбор литейной формы зависит от характера производства, рода заливаемого сплава и требований, предъявляемых к отливке. Наибольшее распространение получили разовые формы вследствие возможности изготовления в них отливок любой конфигурации и размера, сравнительно невысокой стоимости оснастки и формовочных материалов, простоты изготовления формы.
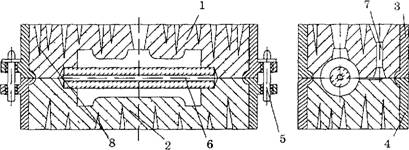
Разовая литейная форма обычно состоит из двух полуформ: верхней 1 и нижней 2 (рис.1.1).
|
Рис.1.1. Литейная форма: 1 — верхняя полуформа; 2 — нижняя полуформа; 3, 4 — опоки; 5 — штыри; 6 — стержень; 7 — литниковая система; 8 — вентиляционные каналы |
Полуформы изготовляют из формовочных смесей в опоках 3,4, представляющих собой жесткие металлические рамы, точность положения которых фиксируется штырями 5. Внутренние полости и отверстия в отливках выполняются стержнями 6. Жидкий металл заполняет литейную форму через систему каналов 7, которая называется литниковой. Для выхода воздуха и газов в форме и стержнях выполняются вентиляционные каналы 8, образующие вентиляционную систему.
Литейные формы изготовляются из формовочной смеси, стержни — из стержневой. Существующие технологические процессы изготовления форм и стержней основаны на использовании трех типов смесей: вязкопластичных, сыпучих и жидких.
Формовочные и стержневые смеси состоят из наполнителя, связующего материала и специальных добавок. Они должны обладать комплексом заранее заданных свойств. Комплекс этих свойств и их количественные характеристики определяются следующими факторами: принятой технологией изготовления форм и стержней, условиями «работы» литейной формы на протяжении технологического процесса изготовления отливки, нормами санитарии и гигиены, экологической чистотой, экономическими предпосылками.
Литейная форма активно и разносторонне влияет на качество отливки на протяжении «сего технологического цикла ее изготовления. Свойства формовочных и стержневых смесей можно рассматривать как функцию времени и температуры. Технологический процесс изготовления отливки может быть условно разделен на три периода. Первый период соответствует подготовке и приготовлению смеси до изготовления форм и стержней. Основным критерием технологичности смесей в первом периоде является живучесть, т.е. способность сохранять заданные первоначальные свойства. Второй период состоит из двух этапов: изготовление1 форм и стержней, сборка форм и выдержка их до момента заливки жидким металлом. Формовочные и стержневые смеси в этот период должны обладать свойствами, позволяющими изготовить формы и стержни существующими технологическими способами. Формы из вязкопластичных смесей изготовляются уплотнением смеси вокруг модели, в результате чего она приобретает необходимую конфигурацию и прочность. Жидкие смеси заливаются в стержневой ящик или на модель. Сыпучие смеси, используемые для изготовления оболочковых форм и стержней, в исходном состоянии не обладают связанностью зерен песка. Они заполняют контур моделей под действием силы тяжести или вибрации. Силы связи в этих смесях возникают при тепловой обработке вследствие протекания необратимых химических реакций. После завершения процесса упрочнения форма не способна пластически деформироваться.
В период изготовления форм и стержней основными технологическими факторами являются пластичные свойства, которые характеризуют способность смесей воспринимать необратимые деформации при приложении определенных внешних нагрузок. Формам и стержням сообщается требуемая конфигурация — негативное отображение соответствующей оснастки. Вязкопластич- ные смеси представляют собой сложный конгломерат частиц (песчинок), поверхность которых покрыта тонкими пленками связующего материала и воды. Промежутки между отдельными частицами заполнены воздухом, влагой и связующим. Воздушные поры сообщают смесям способность уплотняться, а наличие пленок воды и связующего на поверхности частиц — способность к относительному перемещению при сравнительно невысоких потерях давления на преодоление сил трения. В процессе уплотнения отдельные частицы смеси испытывают действие многообразных факторов: силы тяжести и внешнего давления, капиллярных и молекулярных сил, поверхностного натяжения воды и связующего, сил адгезии и когезии, сил трения и т.п. Работа уплотнения (внешний фактор) идет главным образом на преодоление действия перечисленных факторов.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.