В безопочных машинах формообразование происходит в формовочных камерах, закрепленных на машине или плавающих, число которых значительно меньше, а точность выше, чем точность опочной оснастки. Возможность изготовления безопочных форм в одной камере (или нескольких) предопределила успех развития безопочной горизонтально-стопочной формовки.
Предварительное уплотнение смеси в принципе способствует равномерности ее уплотнения прессованием, однако возможности выравнивания плотности смеси в форме за счет прессования ограничены. Поэтому наиболее ответственным этапом пескодувно- прессового процесса является вдув смеси.
|
|
|
|
|
|
|
|
|
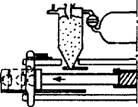
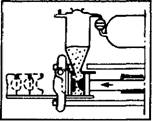
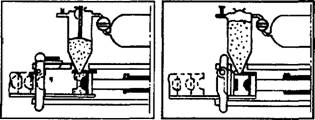
Рис.5.27. Схема работы пескодувно-прессового автомата для изготовления безопочных форм |
Наряду с хорошо известными и используемыми преимуществами пескодувного процесса (бесступенчатое дозирование, совмещение операций дозирования и уплотнения, возможность управления распределением плотности) необходимо отметить возможность создания с помощью вдува профилированного контрлада, что позволяет устранить неравномерность уплотнения после допрессовки.
Принцип работы пескодувно-прессового автомата
для уплотнения сырых разовых безопочных форм с вертикальным разъемом
представлен на рис.5.27. Главными элементами машины являются: ресивер 1,
формовочная камера 2 с верхней, нижней и боковыми стенками, затвор 3, две
подвижные модельные плиты 4, 5, несущие седельные комплекты (передняя — опорная
откидная, задняя — прессующая), гильза 6 для формовочной смеси,
насадок 7, клапан вдува 8, клапан сброса 9, гидравлическая система 10, создающая усилие, необходимое для прессования и выталкивания форм.
Вдув (заполнение формовочной камеры) смесью осуществляется из гильзы, расположенной над формовочной камерой и соединенной с ней с помощью насадка. Формовочная смесь вдувается в камеру с помощью сжатого воздуха. Рабочий цикл начинается, когда гильза заполнена смесью и затвор для подачи смеси закрыт. Затем клапан вдува открывается, и смесь вдувается через насадок из гильзы в формовочную камеру, где предварительно уплотняется. После этого осуществляется прессование смеси и одновременное удаление из гильзы воздуха. Прессующая плита вводится в формовочную камеру с помощью гидропривода в то время, когда плита противодавления упирается в упоры, расположенные около фронтальной стенки формовочной камеры и управляемые также гидроприводом. Таким образом, форма прессуется с двух сторон: задний отпечаток — с помощью перемещения задней модельной плиты (своеобразное нижнее прессование), передний отпечаток — верхним прессованием. После допрессовки формы передняя модельная плита медленно отходит назад и, поворачиваясь, занимает горизонтальное положение, освобождая место для выталкивания формы. Затем задняя плита, перемещаясь вперед, выталкивает форму из камеры. Перед присоединением формы к стенке скорость ее значительно падает, что обеспечивает главный подход формы к стойке. Ряд форм продвигается вперед на расстояние, равное толщине одной формы. После остановки ряда форм (стойки) задняя модельная плита медленно возвращается назад и занимает исходное положение в камере. Затем передняя модельная плита становится вертикально, закрывая вход в камеру. Таким образом, завершается рабочий цикл, который многократно повторяется в условиях автоматического изготовления форм.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.