Продолжительность
продувки стержней в каждом отдельном случае устанавливают опытным путем в
зависимости от габа
ритных размеров и конфигурации стержня. Продолжительность продувки должна быть
такой, чтобы стержень несколько недот- вердел, так как переотверждение приводит
к уменьшению прочности и появлению осыпаемости стержня.
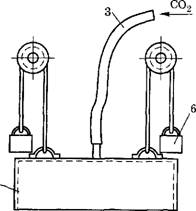
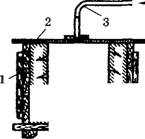
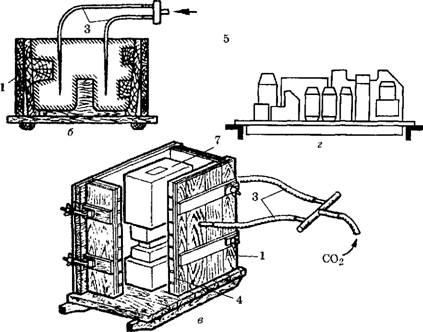
При изготовлении пустотелых стержней продувку их углекислым газом осуществляют (после удаления из стержня вкладыша для образования пустот) с помощью шланга 3 (рис.7.2, а) и плиты 2, предотвращающей выход газа из полости стержня. Пустотелые стержни можно также отверждать через боковые стенки 4 ящика 1, не извлекая вкладыш 7 (рис.7.2, в).
|
|
СО,
|
|
|
4_______ j^1 |
|
Рис.7.2. Способы продувки стержней углекислым газом |
Стержни небольших размеров, как правило, до отверждения извлекают из ящиков и устанавливают на сушильную плиту (рис. 7.2, г), после чего с помощью груза-противовеса 6 на плиту опускается герметичный колпак 5, в пространство которого подается углекислый газ, отверждающий стержни.
Стержни, изготовленные из смесей с уменьшенным содержанием жидкого стекла и предназначенные для стальных отливок, поступают на сборку неокрашенные через час после упрочнения их продувкой углекислым газом. Чтобы повысить поверхностную прочность, увеличить сохраняемость и противо- пригарность, отвердевшие стержни опрыскивают концентрированным водным раствором поваренной соли с плотностью 1200 кг/м3 или водным раствором жидкого стекла плотностью 1300 кг/м3. Опрыскивание производят пульверизатором равномерным слоем до пропитки стержня на глубину примерно 2 мм.
После опрыскивания стержни выдерживают не менее 12 ч до полного высыхания пропитанной поверхности. Обработанная таким способом поверхность стержней становится прочной, имеет низкую осыпаемость и обеспечивает более низкую шероховатость поверхностей стальных отливок из мало- и среднеуглеродистых сталей. Такие стержни пригодны к употреблению в течение месяца. Неупрочненные же таким образом стержни должны быть использованы в течение суток.
Стержни, изготовленные из смесей с уменьшенным содержанием жидкого стекла и предназначенные для отливок из чугуна, поступают на сборку после продувки их углекислым газом в окрашенном виде, чтобы предупредить образование пригара на отливках. Краску наносят кистью или пульверизатором, используют как водные, так и самовысыхающие краски.
Места, где стержень недостаточно противостоит пригару, повторно окрашивают той же краской. Каждый слой водной краски высушивают пламенной ручной горелкой или в специальных сушилах.
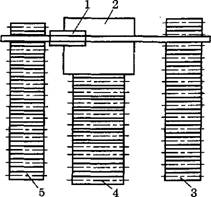
В массовом производстве стержни по СОа-процессу изготавливают на встряхивающих или пескодувных машинах, которые, как правило, встраивают в состав механизированных или автоматизированных линий.
Рис.7.3. Схема участка ТаК' например, на рис. 7.3
|
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.