|
0,05 |
|
1300 1500 1700 8,кг/м3 |
|
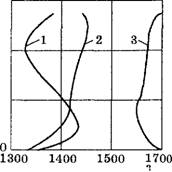
Рис.5.34. Распределение плотности смеси по высоте опоки при импульсном уплотнении в зависимости от начальной высоты столба смеси, м: 1 — 0,27; 2 — 0,15; 3 — 0,01; ртах = 0,6 МПа |
Плотность формы на ладе при использовании импульсной формовки существенно зависит от высоты формы (рис.5.34). Связано это с тем, что чем ниже форма, тем меньше перепад давления газа по ее высоте, скорость газа и удельные (отнесенные к единице поверхности формы) инерционные силы. При импульсном процессе с высоким давлением газа первый фактор оказывает меньшее влияние, так как высокие скорости нарастания давления позволяют получать большой перепад и в относительно низкой опоке. Особенно сильно влияние высоты опоки сказывается при импульсном процессе низкого давления.
При использовании пескодувного метода степень уплотнения (рис.5.35) зависит не только от высоты опоки или стержневого ящика, но и от места расположения вентиляционных отверстий. При нижней вентиляции максимальное уплотнение получается в нижней части ящика или у модельной плиты (рис.5.35, кривая 1), где градиент давлений и кинетическая энергия струи наибольшие. По мере наполнения смесью опоки или стержневого ящика степень ее уплотнения уменьшается в связи со снижением скорости песча- но-воздушной струи. В самой верхней части плотность несколько увеличивается за счет возрастания перепада давления на уровне пескодувный резервуар — вдувные отверстия.
При верхней вентиляции (рис.5.35, кривая 2) наблюдается более равномерное распределение степени уплотнения по высоте оснастки. Однако в нижней ее части также происходит некоторое уменьшение плотности смеси, объясняющееся малой скоростью песчано- воздушной струи в начале процесса истечения.
Применение пескодувно- прессового уплотнения литейных форм приводит к увеличению абсолютного значения плотности смеси и ее относительно равномерному распределению по высоте оснастки (рис.5.35, кривая 3).
Распределение степени уплотнения по объему набитой пескометом литейной формы достаточно равномерно (рис.5.36, кривая 1). В верхней части опоки непосредственно под крестовинами и особенно в местах пересечения крестовин наблюдается небольшое уменьшение степени уплотнения. Если набивка опоки производится неподвижной пескометной головкой, то уплотнение под крестовинами падает особенно резко (рис.5.36, кривая 2). Поэтому набивку необходимо производить, не прекращая равномерного перемещения головки (скорость 0,4-0,6
м/с) над опокой. В этом случае смесь, находящаяся под крестовинами, дополнительно уплотняется за счет бокового давления рядом лежащих слоев формы.
|
Я, м |
|
0,12 |
|
0,06 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.