|
|
|
2 |
|
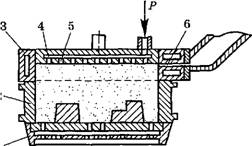
Рис.5.28. Схема пескодувно-импульсного уплотнения формы |
Следует отметить, что к смесям для пескодувно-прессового метода изготовления форм предъявляются повышенные требова-
ния по таким параметрам, как прочность при сжатии в сыром состоянии, которая должна быть не менее 0,12-0,20 МПа; текучесть, значение которой должно быть не менее 70-75%, а влажность смеси не должна превышать 3,0-3,5%.
Аналогично
прессовому воздействию на предварительно уплотненную
пескодувным способом формовочную смесь может оказывать импульсное
доуплотнение. Пескодувно-импульсный метод уплотнения заключается в том, что
смесь вдувается в опоку 2 (рис.5.28), стоящую на подмодельной плите 1, через
вдувное отверстие 6, расположенное в наполнительной рамке 3. В конце
пескодувного процесса в пространство над смесью через отверстия 5 в прессовой
плите 4 подается сжатый воздух, давление которого резко увеличивается, в
результате чего возрастает перепад давления между верхним и нижним слоями
смеси. Вследствие этого смесь доуп- лотняется: плотность в зоне модели с 1350
кг/м3 при пескодувном процессе возрастает до 1750 кг/м3.
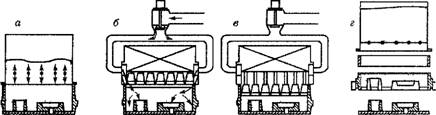
В середине 80-х годов в Японии был разработан метод уплотнения воздушным потоком с прессованием — «Seiatsu- процесс» (рис.5.29). На начальном этапе (рис.5.29, а) опока заполняется формовочной смесью, после чего осуществляется ее продувка воздушным потоком (рис.5.29, б). В результате поток воздуха, протекая сквозь поры смеси, уплотняет ее, особенно по контуру модели, что весьма трудно осуществить другими известными методами формовки. Затем с помощью прессовой плиты производится окончательное уплотнение смеси (рис.5.29, в) и последующая протяжка моделей (рис.5.29, г). При использовании этого метода подмодельные плиты должны быть в обязательном порядке оснащены вентами, которые необходимы для равномерного удаления из объема опоки продуваемого через смесь воздуха. Многолетняя эксплуатация «Seiatsu-процесса», особенно в формовочных машинах немецкой фирмы «Генрих Вагнер Синто», показала не только возможность приготовления форм с высокой равномерностью плотности смеси по высоте опоки, но и наличие высокой газопроницаемости, которая появляется в результате продувки смеси воздушным потоком. Образующиеся в результате этого дополнительные каналы в толще смеси обеспечивают значительно более интенсивный отвод газов из формы в процессе ее заливки расплавом, что обеспечивает сведение до минимума брака отливок по газовым дефектам.
|
Рис.5.29. Схема способа уплотнения воздушным потоком с последующим прессованием |
5.2.4. ПЕСКОМЕТНОЕ УПЛОТНЕНИЕ ЛИТЕЙНЫХ ФОРМ
Для изготовления крупных и средних форм в единичном и серийном производстве применяют пескометы — формовочные машины, выполняющие две функции: наполнение опоки формовочной смесью и уплотнение ее. Основным рабочим органом пескометов является метательная головка (рис.5.30), в которую ленточным транспортером 4 подается формовочная смесь. В стальном кожухе 5 вращается ковш 3, который прикреплен к вращающемуся на валу 7 ротору 6. При быстром вращении ковша (около 1500 об/мин) непрерывно поступающая через отверстие в задней стенке кожуха формовочная смесь разделяется на порции, собирается в ковше в пакеты и с силой выбрасывается через выходное отверстие 8 в опоку 9. Скорость выброса пакета смеси из метательной головки и ее направление, а также скорость возвратно- поступательного движения головки над опокой определяет каче ство уплотнения формы пескометом.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.