|
|
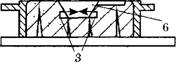
Формовка по модели с отъемными частями (рис.4.12) применяется для получения несложных отливок, когда вместо дополнительного разъема на модели делают отъемные части, которые крепятся к моделям либо шпильками, либо соединением типа «ласточкин хвост». Последовательность выполнения операций формовки в этом случае традиционна для формовки в двух опоках. Только после извлечения из формы частей 4 и 5 основной модели осуществляется извлечение отъемных частей 3 (рис.4.12, б).
|
|
Рис.4.12.
Формовка по модели с отъемными частями: а — заформованная модель, б —
извлечение модели и отъемных частей; 1 — верхняя полуформа; 2 — нижняя
полуформа; 3 — отъемные части модели; 4 — нижняя часть модели; 5 — верхняя
часть модели; 6 — полость нижней полуформы
Формовка с подрезкой, с «фальшивой» плитой и фасонной модельной плитой. Эти способы формообразования целесообразно применять в тех случаях, когда нужно изготовить отливку по неразъемной модели или непосредственно по образцу детали сложной конфигурации, которые не имеют горизонтальной плоскости, необходимой для укладки их на модельную плиту.
|
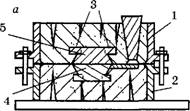
Рис.4.13. Формовка с подрезкой: а — деталь, б — модель, в — отливка с литниковой системой, г — изготовление нижней полуформы, д — подрезка смеси в нижней полуформе, е — изготовление верхней полуформы, ж — собранная форма |
|
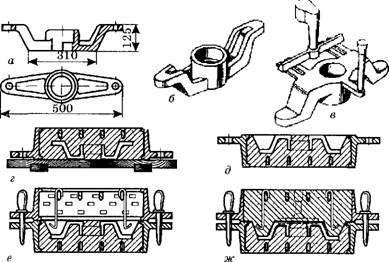
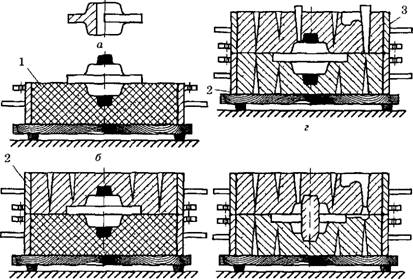
Рис.4.14. Формовка с «фальшивой» опокой: а — деталь, б — модель, в — изготовление нижней полуформы, г — изготовление верхней полуформы, д — собранная форма После отверждения ХТС образуется «фальшивая» опока 1, плоскость разъема которой посыпают сухим разделительным песком. Дальнейший процесс формовки практически не отличается от формовки в двух опоках, только «фальшивая» опока выполняет роль подмодельной плиты, на которую устанавливают модель и нижнюю опоку 2 (рис.4.14, в). Заполнив и уплотнив смесь в |
|
в д |
Формовку
с подрезкой применяют в единичном производстве, когда требуется изготовить
несколько отливок (рис.4.13, а). При
изготовлении нижней полуформы (рис.4.13, г) смесь попадает в пространство между моделью и
щитком, поэтому после поворота опоки на 180° (рис.4.13, д)
невозможно извлечь модель из формы без разрушения смеси. Для того чтобы вынуть
модель, формовочную смесь, препятствующую этому, срезают гладилкой или ланцетом
(рис.4.13, д), т.е. делают подрезку. Образующуюся новую
поверхность тщательно заглаживают гладилкой и разъем формы становится фасонным.
Поверхность разъема нижней полуформы посыпают разделительным песком, а при
глубокой подрезке застилают бумагой. Затем устанавливают верхнюю опоку
(рис.4.13, е),
вставляют в нее модели необходимых элементов литниковой системы, заполняют
смесью и уплотняют обычным способом. В результате осуществления подрезки в
нижней полуформе в соответствующих местах верхней полуформы образуются
песчаные болваны, которые укрепляются крючками. После уплотнения верхней опоки
производят извлечение моделей, ремонт, отделку и сборку полуформ (рис.4.13, ж). Как видно из простого перечисления операций, формовка с
подрезкой является трудоемким способом формообразования и поэтому при
потребности в большом количестве отливок целесообразно производить формовку с
использованием «фальшивой» опоки, которая является своеобразной фигурной
модельной плитой, позволяющей не осуществлять подрезку на каждой
изготавливаемой форме, «фальшивая» опока 1 (рис.4.14) может быть изготовлена из
обычной форми- вочной смеси, жидкостекольной или песчано-смоляной ХТС. Для
этого производится уплотнение смеси, а затем на плоскости разъема
осуществляется осаживание (утапливание) модели до необходимого для формовки
без подрезки уровня (рис.4.14, в).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.