Операции изготовления форм из жидкостекольных смесей по С02-процессу аналогичны традиционным методам формовки, т.е. сам процесс уплотнения смеси может осуществляться либо вручную, либо любым из известных машинных способов. Особенности С02-процесса заключаются лишь в подготовке модельной оснастки и продувке смеси углекислым газом.
|
|
В связи с тем что жидкостекольные смеси (особенно для Сопроцесса) обладают повышенной прилипаемостью к модельной оснастке и поверхности стержневых ящиков, их, как правило, окрашивают нитроэмалью, а непосредственно перед началом формовки наносят защитный слой серебристого графита, смоченного в керосине или растворе жирового гудрона в керосине. Кроме того, у моделей и стержневых ящиков, применяемых для изготовления жидкостекольных форм и стержней, следует предусматривать несколько большие, чем обычно, формовочные уклоны.
|
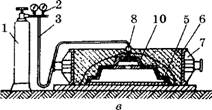
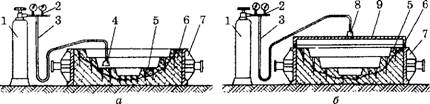
Рис.7.1. Способы продувки формы углекислым газом: 1 — баллон с углекислым газом; 2 — редуктор; 3 — шланг; 4 — сопло; 5 — облицовочная жидкостекольная смесь; 6 — наполнительная смесь; 7 — опока; 8 — ниппель; 9 — зонт; 10 — модель |
Обычно при использовании жидкостекольных смесей для изготовления форм с целью экономии формовочных песков применяют комбинированные формы, состоящие из облицовочной жидкостекольной и наполнительной песчано-глинистой смесей. Облицовочная смесь, как обычно, наносится слоем толщиной 50- 60 мм на модель, а остальной объем опоки заполняется наполнительной смесью. После уплотнения смеси в опоке осуществляется продувка углекислым газом одним из двух способов: после извлечения из формы модели (рис.7.1, а, б,) или до извлечения модели (рис.7.1, в).
При первом способе форму продувают из
специальных сопл через наколы в облицовочном слое или, перекрыв форму зонтом,
заполняют всю полость формы газом. В этом случае облицовочные смеси должны
иметь высокую прочность для обеспечения качественного извлечения модели.
При втором способе (рис.7.1, в) продувку выполняют через полость модели и отверстия в ее стенках. При этом применяют смеси с низкой сырой прочностью. Чтобы облегчить извлечение модели из формы после продувки, модель выполняют с отъемными стенками. Применение отъемных стенок модели позволяет отказаться от литейных уклонов в крупных отливках и уменьшить припуски на механическую обработку. Длительность продувки зависит от размеров формы, принятого способа подачи газа и состава смеси и составляет 1-10 мин. Увеличение длительности продувки приводит к снижению прочности смеси, при этом на поверхности смеси возникает белый налет, смесь начинает осыпаться. Это объясняется излишним обезвоживанием и растрескиванием пленок кремнегеля.
Продувку форм углекислым газом производят под давлением 0,5-0,6 МПа, а расход его составляет 10-12 кг на 1 т отливок.
Принудительную фильтрацию СО2 через форму можно осуществлять под действием разрежения. Для этого форму помещают в герметичную камеру, из которой откачивают воздух до разрежения не более 50 мм рт. ст. Затем в камеру подают углекислый газ, который под действием вакуума хорошо фильтруется по порам уплотненной формовочной смеси, способствуя тем самым быстрому и равномерному упрочнению формы.
Изготовление стержней из жидкостекольных смесей с последующей продувкой углекислым газом начинают с очистки и смазки стенок стержневого ящика. При этом в зависимости от габаритных размеров стержни изготавливают либо объемными, либо пустотелыми. Уплотнение смеси в ящиках осуществляют вручную, на встряхивающих или пескодувных машинах. Специфической операцией так же, как и при изготовлении форм, является продувка стержня углекислым газом. Эту операцию выполняют различными способами: вручную или на специальных продувочных установках (рис. 7.2). К наиболее распространенному способу относится продувка стержня углекислым газом через наконечник и наколы (рис.7.2, б). После уплотнения стержневой смеси в ящике вентиляционной иглой диаметром 6-15 мм накалывают отверстия с шагом 80-120 мм на всю глубину, немного не доводя их до нижней стороны ящика. В эти наколы вставляют соответствующего диаметра наконечники, изготовленные из металлических трубок, нижние концы которых зачищают, а по бокам просверливают отверстия диаметром 1,0-1,5 мм. Углекислый газ под давлением 0,3-0,6 МПа подают из баллона по шлангу в наконечники. По мере затвердевания стержня наконечники шлангов переставляют в очередные наколы до полного упрочнения всего стержня.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.