При выборе конструкции литниковой системы для отливок из цветных сплавов (медных, алюминиевых, магниевых) особое внимание уделяют спокойному заполнению формы сплавом. С этой целью применяют расширяющиеся литниковне системы. Подвод металла к отливке осуществляется сифоном. Часто применяют вертикально-щелевые и комбинированные литниковые системы. При расчетах площадей литниковых каналов пользуются отношениями: для литья алюминиевых и магниевых сплавов
: ^шл : Fct = 4 : 2 : 1 (6 : 3 : 1); для медных сплавов
Fn ■ : ^ст = 2 : 2 : 1 (4 : 4 : 1).
|
|
Литниковые системы для стальных отливок имеют
упрощенные конструкции шлакоуловителей. Подвод металла к отлив
ке лучше всего осуществлять сифонно или комбинированно, чтобы обеспечить
плавное заполнение формы. Литниковые системы для крупных стальных отливок
выполняются из керамических элементов.
При определении размеров литниковой системы для стальных простых толстостенных отливок пользуются соотношением
Fn ■ ^шл : Fm = 1 : 1,05 : 1,1, а сложных тонкостенных
^П : ^шл : FCT =1 : 1,1 : 1,2.
Литниковые системы с последовательным уменьшением поперечного сечения элементов от стояка к питателю иногда приводят к размыву форм и стержней в местах подвода и, как следствие, к браку отливок по земляным раковинам. Поэтому для регулирования скорости поступления расплава в форму и лучшего задержания шлака часто применяют дроссельные щелевые литниковые системы.
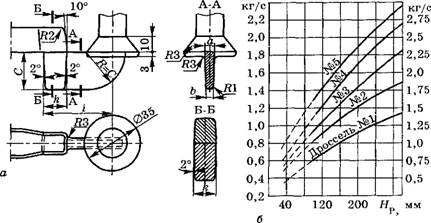
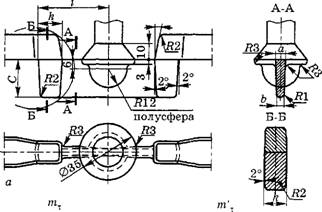
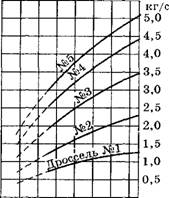
Дроссель — это узкие щелевидные каналы, которые располагаются между стояком и питателем. Щелевые дроссели в соответствии с типичными схемами расположения моделей на плитах подразделяются на односторонние (рис.8.25, а), двухсторонние (рис.8.26, а), крестообразные (рис.8.27, а) и в зависимости от требуемого расхода — на одноходовые, двухходовые и трехходовые.
|
347 т\ |
|
Рис.8.25. Щелевые дроссели одиостороииие: а — одноходовые; б — график для определения номера дросселя |
Дроссельные литниковые системы рассчитываются в следующем порядке.
|
|
|
б ° 40 120 200 ЯР, мм Рис.8.26. Щелевые дроссели двухсторонние: а — одноходовые; б — график для определения номера дросселя |
|
кг/с 4,0 3,6 3,2 2,8 2,4 2,0 1,6 1,2 0,8 0,4 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.