В процессе сборки формы необходимо осуществлять заделку зазоров между стержнями, стержнями и формой. Зазоры шириной до 3 мм заделывают тестообразной глинистой пастой, которую вдавливают в зазор на максимальную глубину, после чего поверхность заделки заглаживают и, если необходимо, подсушивают. При ширине зазора более 3 мм в него вначале проталкивают жгуты из пакли или асбестовый шнур, а затем сверху заделывают пастой, поверхность заглаживают и подсушивают.
Размеры тела отливки, образованные стержнями и формой или только стержнями, проверяют толщиномерами.
|
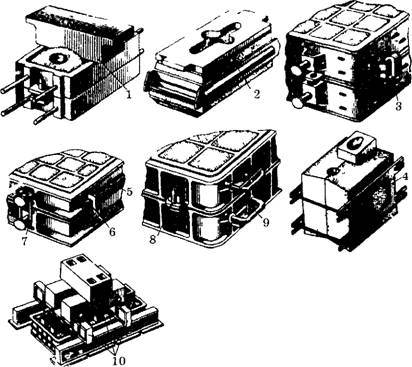
Рис.7.22. Способы крепления полуформ: 1 — грузом (для мелких форм); 2 — грузом (при безопочной формовке); 3 — скобами за приливы; 4 — рамками (для стержневых форм); 5 — болтами; 6 — скобой с клином; 7, 9 — стяжками; 8 — штырем с клином; 10 — грузом с подклиниваиием (для крупных форм) |
Прежде, чем верхнюю полуформу установить на нижнюю с проставленными в нее стержнями, осуществляют очистку полуформ, используя для этого пылесосы и крючки. Для обеспечения плотности стыка полуформ и предотвращения утечки расплава по разъему в сырых формах делают подрезку по контуру плоскости разъема. В сухих формах по разъему, знакам стержней, границам стояка и выпоров прокладывают асбобитумный шнур. При соединении полу форм используют контрольные штыри, длина которых должна быть несколько больше размеров стержней, выступающих Над плоскостью разъема формы. При этом необходимо, чтобы верхняя полуформа опускалась строго горизонтально, а цилиндрическая часть штырей входила в контрольные отверстия нижней опоки.
Для предотвращения подъема верхней полуформы (под давлением столба расплава, поступающего при заливке в форму) и утечки в результате этого расплава по плоскости разъема полуформы перед заливкой скрепляют различными способами (рис.7.22).
Для того чтобы рассчитать крепление или массу груза, нагружаемого на форму, необходимо знать силу, с которой расплав действует на верхнюю полуформу. Подъемную силу, возникающую в форме, определяют по формуле
P = HFpp, (7.1)
где Р — подъемная сила, кг; Н — высота столба расплава в стояке и литниковой чаше, м; F — площадь соприкосновения отливки с верхней опокой, м2; рр — плотность расплава, кг/м3.
Массу груза определяют как разность между подъемной силой и собственной массой верхней полуформы. Для учета динамического (гидравлического) удара расплава при заполнении формы в расчет массы груза G вводят коэффициент запаса k:
G=[P + FCT(Pp -PcT)]k-Q, (7.2)
где G — масса груза, кг; Р — подъемная сила, определяемая по формуле (7.1); FCT — объем стержня, омываемого расплавом, м3; рст — плотность стержня (1600-1650 кг/м3); Q — масса верхней полуформы, кг; k — коэффициент запаса, равный 1,2-2,0.
В том случае, когда изготавливается безстержневая отливка, из формулы (7.2) исключаются составляющие, относящиеся к характеристикам стержней, т.е. FCT и рст.
7.7. техника безопасности при работе с химически твердеющими смесями.
На установках для изготовления стержней и форм из жид- костекольных смесей, в частности ЖСС, следует предусматривать герметичность дозаторов порошкообразных компонентов, а также самого смесителя. Установки изготовления форм и стержней по СОз-процессу необходимо оснащать вентиляционными зонтами, обеспечивая наличие приточно-вытяжной вентиляции. Учитывая то, что в состав жидкостекольных смесей входит едкий натрий, процесс ручного уплотнения их в стержневых ящиках следует осуществлять в резиновых перчатках.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.