|
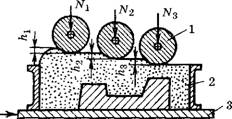
Рис.5.13. Схема уплотнения формы роторной головкой |
При
уплотнении валком происходит один из двух процессов: сжатие смеси вдоль линий
деформации и выдавливание смеси из-под валка по линиям скольжения. В этом
случае напряжения, возникающие в смеси под валком, остаются постоянными и
вместе с валком они перемещаются вдоль формы, сжимая и уплотняя в каждый
последующий момент новый участок формы. Однако все же разброс твердости (или
уплотненности) формы по
лучается достаточно большим: от 16-20 ед. в углу опоки у лада до 80-85 ед. над
поверхностью модели. Это недостаток роторного метода прессования, в связи с
наличием которого его рекомендуется использовать при уплотнении низких форм.
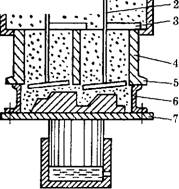
Прессование лопастным рабочим органом (рис.5.14). Изготовление форм при помощи лопастных органов (винта, шнека) имеет ряд преимуществ по сравнению с другими способами: совмещены операции заполнения и уплотнения; бесшумность работы; легко поддается автоматизации. Сущ- Рис.5.14. Схема уплотнения ность метода заключается в том, формы лопастной головкой что опока 6 (рис.5.14) с подмодель- ной плитой 7 гидропрессом прижимается к плите 5 бункера 1 лопастной головки. При вращении валов 2 лопасти, имеющие винтовую поверхность, захватывают формовочную смесь и перемещают ее в опоку 6. Подача смеси продолжается после полного заполнения опоки, в результате чего осуществляется уплотнение формы. Для предотвращения зависания смеси в бункере предусмотрены смонтированные на валах плешки — разрыхлители 3. Число рабочих органов в головке зависит от размера изготавливаемой формы и может находиться в количестве от 2 до 20 шт., каждый из которых размещается в своем направляющем цилиндре 4.
Лопастное уплотнение используют для изготовления форм размером в свету от 400x320x100 до 1350x1200x160 мм, в том числе в опоках с крестовинами на полуавтоматических формовочных линиях. При этом твердость формы изменяется от 90 ед. под внешним концом рабочего органа (на контрладе) до 74 ед. в углах опоки на ладе формы. Для сравнения, по данным Г.Г.Столпника, при уплотнении аналогичной формы плоской плитой при том же давлении (0,4-0,6 МПа) твердость в указанных точках соответственно равна 92 и 20 ед. Т.е. прессование лопастной головкой позволяет получать формы, имеющие достаточно равномерное распределение плотности и твердости в объеме заформованной опоки.
|
• ^^ ________________ • ' " III | .. «• •гтттг* %.* • • |
К недостаткам процесса следует отнести:
высокий износ лопастного органа и сравнительно низкую производительность.
5.2.2. ДИНАМИЧЕСКИЕ МЕТОДЫ УПЛОТНЕНИЯ ЛИТЕЙНЫХ ФОРМ
|
Сжатый воздух |
В зависимости от способа приложения первичных сил к смеси все динамические методы уплотнения, согласно классификации [13], подразделяются на три группы (рис.5.15).
|
Рис.5.15. Классификация динамических методов уплотнения литейных форм |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.