Для изготовления промоделей применяют древесину только 1-го и 2-го сорта.
Пластмассовые модели и стержневые ящики
получают методом литья (свободным, под давлением или контактным). Метод литья
применяют при изготовлении простых, мелких цельнолитых моделей или облегченных
со вставками. Контактный способ используют при изготовлении сложных моделей с
выступающими
тонкими частями. Рабочие поверхности пластмассовых моделей и ящиков не
подвергают механической обработке, поэтому размеры формы должны обеспечивать
получение требуемой точности.
Процесс изготовления моделей и стержневых ящиков из пластмассы состоит из следующих операций:
изготовление деревянной, металлической или гипсовой промодели или непосредственно деревянной формы;
изготовление гипсовой формы для отливки модели; приготовление соответствующей композиции для пластмассы;
заливка, запрессовка или послойное формообразование модели в форме;
отверждение пластмассы и удаление модели из формы; механическая обработка плоскости разъема модели, сверление крепежных отверстий, отделка модели;
монтаж модели на подмодельную плиту.
8.5. назначение и классификация конструкций литниковых систем
Литниковой системой называют совокупность элементов литейной формы в виде каналов и полостей, предназначенных для плавного подвода расплава в форму, ее заполнения и питания отливок в процессе затвердевания./Правильный выбор конструкции литниковой системы обеспечивает получение качественных отливок.
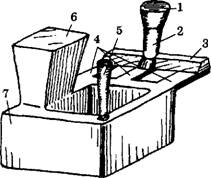
Литниковая система состоит из следующих основных элементов (рис.8.18).
Литниковая чаша (воронка), предназначенная для приема расплавленного металла, подачи его в стояк и задержания шлака, попавшего вместе с расплавом в чашу. Во время заливки чаша должна быть обязательно полностью заполнена расплавом.
|
Рис.8.18. Литниковая система отливки: 1 — литниковая чаша (вороика); 2 — стояк; 3 — шлакоуловитель; 4 — питатели; 5 — выпор; 6 — прибыль; 7 — отливка |
Стояк
— вертикальный или наклонный канал, служащий для передачи расплавленного
металла из чаши к другим элементам литниковой системы или непосредственно в
полость формы, образующей контуры отливки.
Шлакоуловитель предназначен для задержания неметаллических включений (шлак, частицы формовочной смеси и др.) и передачи расплава из стояка к питателям.
Питатели — каналы, обеспечивающие подвод расплавленного металла непосредственно в полость литейной формы.
Выпор — вертикальный канал, необходимый для вывода газов из полости формы, питания отливки при затвердевании и контроля окончания процесса заполнения рабочей полости формы расплавом.
Прибыль — полость в форме, которая заполняется расплавом для питания массивных частей отливки при затвердевании и предотвращения образования в отливке усадочных дефектов.
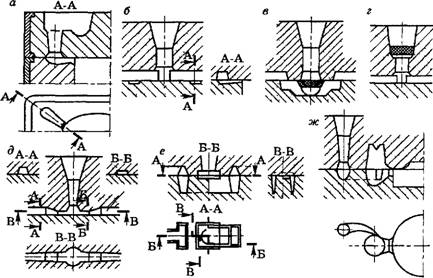
В зависимости от способа заполнения формы металлом литниковые системы можно разделить на боковые с подводом металла в плоскости разъема, сифонные, верхние и дождевые, ярусные, комбинированные и этажные.
Боковые литниковые системы с подводом металла в плоскости разъема (рис.8.19) наиболее просты, применяют для большинства отливок, имеющих небольшую глубину формы от линии разъема (до 200 мм). В зависимости от конструкции различают следующие боковые литниковые системы:
|
Рис.8.19. Боковые литниковые системы: а, б — простой конструкции; в — с сеткой иа разъеме; г — с сеткой в воронке; д — с горизонтальным дросселем; е — с вертикальным дросселем; ж — с центробежной бобышкой |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.