|
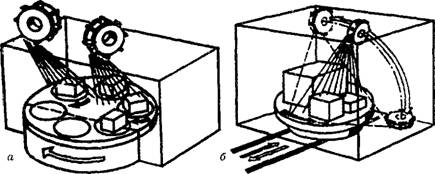
Рис.9.15. Дробеметные камеры: а — с поворотным столом; б — с поворотной турбиной |
Для средних и крупных отливок применяются дробеметные камеры с поворотными очистными столами и дробеметными турбинами. Отливки помещаются на поворотном столе внутри камеры и очищаются потоком дроби из одной или нескольких дробеметных турбин (рис.9.15).
По сравнению с другими способами дробеметная очистка имеет следующие преимущества: высокая производительность, малый расход энергии, возможность регулировки потока дроби путем изменения частоты вращения дробеметной турбины, хорошие условия труда.
К недостаткам можно отнести быстрый износ лопаток дробеметной турбины и трудность очистки отливок сложной конфигурации со сложными полостями.
Для очистки отливок с глубокими внутренними карманами и обширными полостями, в которые трудно направить струю дроби из дробеметного аппарата, применяют дробеструйную очистку. Сущность способа состоит в том, что на поверхность очищаемой отливки направляется под давлением струя воздуха, в которой находится мелкая литая чугунная дробь диаметром 0,8-2,5 мм. Дробь обрабатывает поверхность отливки и снимает небольшой слой металла вместе с остатками формовочной смеси.
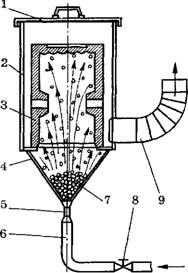
Схема дробеструйной очистки приведена на рис.9.16. Отливку 3 устанавливают на упор в нижней цилиндрической части аппарата 2, закрываемого крышкой 1 с резиновой прокладкой. Нижняя часть аппарата имеет воронку 4, к которой через сопло 5 по резиновому шлангу 6 подводится сжатый воздух давлением 0,5-0,6 МПа. Дробь 7 загружается в аппарат до установки отливки; краном 8 включается сжатый воздух, создающий непрерывный поток дроби, направленный на обрабатываемые поверхности отливки. Оптимальное расстояние от сопла 5 до очищаемой поверхности отливки 200-300 мм. Пыль удаляется вентиляционной вытяжной системой 9.
|
Рис.9.16. Схема дробеструйной очистки |
Для очистки металлических изделий от пригара,
оксидов, окалины и других видов загрязнений широко применяется электрохимическая
очистка. Электрохимическое травление в распла
вах щелочей основано на реакции восстановления оксидов металла на очищаемой
поверхности металлическим натрием, выделяющимся в процессе электролиза щелочи.
Установка для электрохимической очистки состоит из ванны с расплавленным каустиком, подвески с электроконтактным устройством, источника постоянного тока, блока приборов управления и автоматики. Работа установки происходит следующим образом. Отливки, подлежащие очистке, укрепляются на подвеске и транспортным устройством (например, тельфером) опускаются в ванну с расплавленным каустиком. Источник питания подключается к ванне таким образом, что отливки являются катодом, а корпус ванны — анодом. В процессе очистки с поверхности отливки удаляются окалина и пригар.
Основные преимущества электрохимической очистки отливок следующие: металл в процессе очистки не разрушается, а удаляются только неметаллические соединения, окалина и пригар; очищаются труднодоступные места и внутренние полости отливки; возможность механизации и автоматизации этого процесса.
Операции обрубки и зачистки литья предназначены для удаления питателей, литников, выпоров, заливов и других неровностей на поверхности отливок. Назначение указанных операций — придать отливкам вид, соответствующий техническим условиям на ее изготовление. В настоящее время эти операции выполняются вручную с помощью пневматических рубильных молотков, а также механизированным способом — эксцентриковыми прессами, ленточными и дисковыми пилами, огневой резкой, на обдирочно-шлифовальных станках и других агрегатах.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.