Пригар — дефект в виде трудноотделяемого специфического слоя на поверхности отливки, образовавшегося вследствие физического и химического взаимодействия формовочного материала с металлом и его оксидами.
Причины и метода борьбы с пригаром подробно рассмотрены в разделе «Формовочные материалы».
Спай — дефект в виде углубления с закругленными краями на поверхности отливки, образованного неполностью слившимися потоками металла.
Дефекты возникают главным образом на тонких стенках отливки или на удаленных от питателей частях, куда металл поступает окисленным и охлажденным (обладающий низкой жид- котекучестью). Трудно получить металл с неокисленной поверхностью, если в нем содержатся оксиды А120з и СГ2О3. Такой металл следует заливать с большой скоростью, при которой происходит механическое разрушение пленок оксида. Причиной спая может быть и конструкция литниковой системы. Ее размеры должны обеспечивать быструю заливку. Особенно высокой должна быть скорость заполнения тонких вертикальных стенок отливки. Если заливку вести с прерывом струи, то спай может наблюдаться и на толстых стенках отливки. Дефекты от спая увеличиваются при использовании смесей с высокой теплоакку- мулирующей способностью (хромитовые, оливиновые и др.). Плохое состояние опочно-модельной оснастки может быть одной из причин дефекта.
Ужимина — дефект в виде углубления с пологими краями, заполненного формовочным материалом и прикрытого слоем металла, образовавшегося вследствие отслоения формовочной смеси при заливке. Ужимины, как правило, образуются на больших плоских верхних поверхностях отливки. Основной причиной возникновения дефекта является расширение уплотненной формовочной и стержневой смеси. Дополнительными факторами служат образующиеся в форме зоны с повышенной влажностью и малой прочностью, а также недостаточная пластичность формы при расширении под радиационным воздействием расплавленного металла. Высокая влажность, переуплотнение и недостаточная газопроницаемость формы или стержня, а также высокая температура заливаемого металла способствует образованию ужимин.
Залив — дефект в виде металлического прилива или выступа, возникающего вследствие проникновения жидкого металла в зазор по разъемам формы, стержней или по стержневым знакам.
Этот дефект наблюдается при использовании неисправной модельно-опочной оснастки, деформации формы в процессе ее изготовления, недостаточном уплотнении смеси, когда при транспортировке и сборке смесь может доуплотняться с образованием зазора в плоскости разъема. Заливы образуются при несоответствии размеров знаковых частей стержня и формы. Недостаточно пластичные глина или прокладочные жгуты (шнуры), применяемые для предотвращения ухода металла, могут вызвать заливы.
Причиной образования дефекта является и слабое крепление или недостаточная загрузка формы.
Засор — дефект в виде формовочного материала, внедрившегося в поверхностные слои отливки, захваченного потоками жидкого металла.
Главная причина образования засора — размыв литейной формы. Размыв формы уменьшается с увеличением степени уплотнения поверхностного слоя и применением смесей, обладающих большей прочностью, а также использованием противопригарных красок. К засорам приводит небрежная отделка и сборка форм, когда в полости формы остаются остатки смеси, неровности в элементах литниковой системы и т.п.
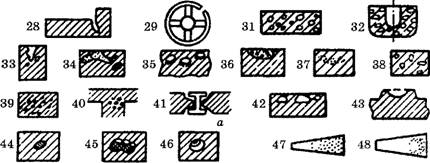
Несплошности в теле отливки (рис. 10.3, а): 28 — горячая трещина, 29 —холодная трещина, 30 — межкристаллическая трещина, 31 — газовая раковина, 32 — ситовидная раковина, 33 — усадочная раковина, 34 — песчаная раковина, 35 — шлаковая раковина, 36 — залитый шлак, 37 — графитовая пористость, 38 — усадочная пористость, 39 — газовая пористость, 40 — рыхлота, 41 — непровар жеребеек, 42 — вскип, 43 — утя- жина.
|
б в Рис.10.3. Схематическое изображение дефектов: а — несплошности в теле отливки; б — включения; в — несоответствие по структуре |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.