механизированного
изготовления представлена схема комплекса стержней по С02-процессу
по изготовлению стержней на
базе встряхивающего стола 2. Оснастка подается по рольгангу 5 и устанавливается тельфером 1 на стол машины. Смесь поступает в ящиках по рольгангу 3. Стержень после уплотнения встряхиванием и отверждения углекислым газом извлекается из ящика и на плите выдается по рольгангу 4 на участок отделки и покраски. Недостатком приведенной схемы является отсутствие полной механизации вспомогательных операций, что не позволяет автоматизировать технологический процесс изготовления стержней.
3
|
|
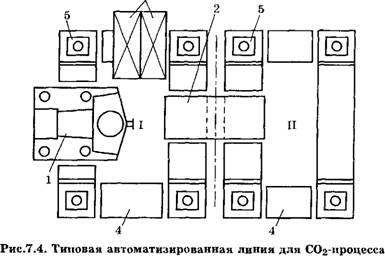
Этого недостатка лишены автоматизированные линии изготовления стержней по СОг-процессу, созданные на базе проходных пескодувных машин 1 (рис. 7.4). Такие линии включают поворотно-вытяжные машины 2 и установки 3 для продувки стержней углекислым газом. Процесс изготовления стержней осуществляется следующим образом: на пескодувной машине 1 происходит уплотнение смеси, после чего стержневой ящик с помощью угловой поворотной секции 5 подается в зону действия установки 3, где осуществляется продувка стержня углекислым газом. Затем стержневой ящик с отвержденным стержнем поворотной секцией 5 перемещается на поворотно-вытяжную машину 2, где осуществляется извлечение стержня из ящика и подача его в зону II — отделки, упрочнения, покраски. Стержневой ящик, не выходя за пределы зоны I, с помощью поворотной секции 5 поступает на приводной рольганг 4, где производится очистка и смазка ящика и последующая подача его на пескодувную машину 1.
7.3. изготовление форм и стержней из жидких самотвердеющих смесей
Как уже отмечалось в гл.З, жидкие самотвердеющие смеси, в отличие от традиционных смесей, заливают в опоки или стержневые ящики, а формирование прочности форм и стержней происходит не в результате уплотнения смеси, а вследствие ее отверждения непосредственно в оснастке. Основные преимущества этой технологии состоят в следующем: резко уменьшается трудоемкость изготовления форм и стержней и повышается производительность труда в 3-4 раза, отпадает необходимость в длительной сушке форм и стержней, появляется возможность комплексно механизировать и автоматизировать изготовление форм и стержней в условиях индивидуального и мелкосерийного производства, формирование прочности осуществляется по всему объему формы или стержня; повышается точность форм и стержней, что позволяет снизить припуски на механическую обработку отливок на 15-20% и снизить их брак на 25-30%, повышается срок службы модельной оснастки в 2-3 раза, отпадает необходимость в применении громоздких формовочных и стержневых машин; улучшаются санитарно-гигиенические условия труда на участках изготовления форм и стержней.
В табл.7.4 приведены составы ЖСС, а в табл.7.5 — их свойства.
|
Таблица 7.4 Составы жидких самотвердеющих смесей
|
|||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.