нижней опоке, ее кантуют на 180° вместе с моделью, устанавливают на нее верхнюю опоку 3 (рис.4.14, г) и осуществляют формовку верхней полуформы. А «фальшивую» опоку 1 используют для изготовления следующих нижних полуформ.
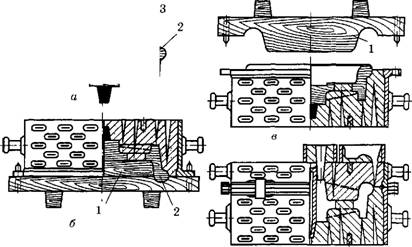
В том случае, если требуется серийное изготовление отливок, имеющих сложную, криволинейную поверхность, целесообразно вместо операций подрезки или применения «фальшивых» опок использовать фасонную модельную плиту 1 (рис.4.15), которая обеспечивает свободное извлечение модели из формы.
Такие плиты, как правило, изготавливают из дерева и иногда армируют металлическими планками. Процесс формовки с использованием фасонной модельной плиты (рис.4.15) практически аналогичен процессу формовки с «фальшивой» опокой.
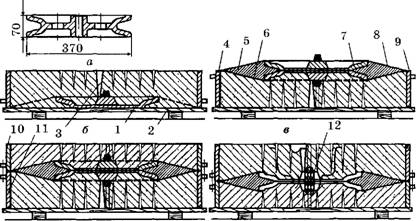
Формовка с перекидным болваном осуществляется при единичном производстве мелких отливок типа канатных блоков, катков с двумя ребордами и др., имеющих поднутрения или полости, выполняемые песчаным болваном вместо стержня. Процесс формовки в этом случае, в отличие от традиционной формовки по разъемной модели, начинают с верхней полуформы (рис.4.16, б), для чего на модельную плиту устанавливают верхнюю половину модели 1, модель стояка 3 и верхнюю опоку, которую заполняют формовочной смесью и уплотняют ее. После этого модель стояка 3 удаляют, а полученную полуформу переворачивают на 180° (рис.4.16, в).
Для обеспечения возможности извлечения из
полуформы верхней половины модели 1 по окружности, ограниченной точками 4, 9,
выполняют подрезку. Углубление в верхней полуформе, образовавшееся при
подрезке, отделывают гладилкой и посыпают разделительным песком. Устанавливают
нижнюю половину модели 7 и набивают формовочной смесью пространство желоба. Полученное
таким образом кольцо из формовочной смеси называют перекидным болваном 5,
поверхность 8 которого приглаживают гладилкой и посыпают разделительным песком.
Затем устанавливают нужную опоку 10 (рис.4.16, г) и
уплотняют в ней смесь. Снимают нижнюю полуформу 10, извлекают из нее модель 7 и
снова ставят нижнюю полуформу на верхнюю 11. Всю форму переворачивают на 180°,
после чего снимают верхнюю полуформу 11, извлекают из нее модель, продувают
обе полуформы воздухом, устанавливают стержень 12 и собирают форму для заливки
расплавом (рис.4.16, д).
Таким образом, использование перекидного болвана 5 позволяет устранить
необходимость в стержне для оформления желоба отливки канатного блока
(рис.4.16, о).
|
г д Рис.4.16. Формовка с перекидным болваном Формовка в нескольких опоках применяется в тех случаях, когда необходимо изготовить высокую отливку, но размером не входящую в две опоки, а также если для сложных частей модели необ- |
|
Рис.4.15. Формовка с фасонной модельной плитой: а — модель, б — изготовление нижней полуформы, в — съем плиты и подготовка к формовке верхней опоки, г — собранная форма; 1 — фасонная модельная плита; 2 — модель низа; 3 — модель верха |
|
С, |
|
|
1 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.