Для
достижения высокой эффективности пескодувного процесса уплотнения необходимо
соблюдать ряд технологических требований. Например, для достижения наибольшей
разности давлений воздуха в пескодувной головке и ящике рекомендуется объем
резервуара выбирать в пределах Vp = (2,5-3,0) V опоки (VnU{). Высота
слоя смеси над вдувной плитой резервуара должна быть не ниже 150-200 мм.
Влажность смесей не должна превышать 2,5-3,5%, т.к. смеси с более высокой
влажностью обладают высокой прили- паемостью к стенкам пескодувной головки. При
использовании
смесей, имеющих сырую прочность до 0,01 МПа, вдувные отверстия должны иметь
диаметр 10-12 мм. Для работы на смесях с повышенной сырой прочностью (су > 0,05 МПа)
требуется увеличение диаметра вдувных отверстий до 25-30 мм. Отношение
суммарного живого сечения вент к суммарному сечению вдувных отверстий должно
быть в пределах 0,8-1,0.
Несмотря на достаточно высокую равномерность степени уплотнения смеси по высоте формы или стержневого ящика, абсолютная величина прочности в объеме уплотненной смеси относительно невелика. В связи с этим для получения форм, особенно на автоматических линиях, пескодувный процесс уплотнения используют в сочетании с прессовым, вибропрессовым или импульсным.
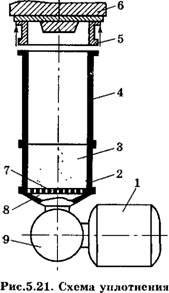
К разновидностям пескодувного процесса следует отнести и уплотнение форм методом ствольного надува (рис.5.21), сущность которого заключается в том, что смесь разгоняется сжатым воздухом и уплотняется за счет кинетической энергии, которую она приобрела при разгоне. Для осуществления процесса к верхнему торцу б ствола 4 прижимается опока 5 с подмодельной плитой. После этого дозатор 2 заполняется смесью 3, объем которой равен объему опоки. Сжатый воздух из ресивера 1 через клапан 9 подается в воздушную коробку 8, откуда через отверстия в сетке 7 попадает в дозатор 2, где фильтруется через смесь, образуя из нее воздушно-песчаный пакет, который начинает двигаться вверх по стволу 4. Если сила давления воздуха на пакет намного больше силы его тяжести и силы внешнего трения, то пакет движется со значительным ускорением. В конце пути пакет приобретает скорость 10-35 м/с, под влиянием которой смесь ударяется о поверхность модели или модельной плиты. Происходит резкое торможение пакета и под действием инерционных сил смесь уплотняется.
Таким образом, кинетика попадания смеси в опоку близка к пескодувному процессу, а механизм уплотнения — к гравитационному. В связи с этим распределение плотности по объему уплотненной смеси аналогично тому, как это имеет место в гравитационном методе формовки.
|
форм методом ствольного надува |
Пескострельное уплотнение форм и стержней является разновидностью
пескодувного, имеет много общего с этим методом и в
то же время обладает рядом существенных особенностей. Истечение смеси из
резервуара в опоку или стержневой ящик 12 (рис.5.22) при пескострельном методе
происходит почти мгновенно, напоминая выстрел. Время рабочего процесса
примерно в 10 раз меньше, чем в пескодувном методе, и составляет 0,1-0,2 с.
Связано это с наличием сужения потока в конической насадке 9 на выходе из
пескострель- ной головки 3 и небольшим уплотнением смеси под действием сжатого
воздуха с последующим выбросом непрерывно образующихся комков в опоку или
стержневой ящик 12. Смесь из бункера 5 поступает в пескост- рельную головку 3
при открытом шибере 4. Сжатый воздух из ресивера 8 через вдувной быстродействующий
клапан 7, горизонтальные 6 и вертикальные 1 прорези входит во внутреннюю
полость гильзы 2, отделяя смесь от нее. При этом шибер 4 должен быть закрыт,
предотвращая тем самим выброс смеси вверх, в бункер 5. Как и в пескодувном
резервуаре с верхней вентиляцией (рис.5.20, б), вдувная плита 10 является
универсальной и, помимо отверстий для надува смеси, имеет вентиляционные
отверстия 11 для отвода отработанного воздуха.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.