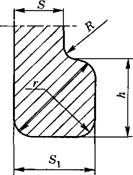
Для усиления конструкции и предупреждения образования трещин рекомендуется предусматривать отбуртовку окон (рис.8.9), которая может выполняться с одной или двух сторон стенки отливки. Рекомендуемые размеры отбуртовок с одной стороны приведены в табл.8.5.
Чертеж элементов литейной формы оформляется на копии чертежа детали в соответствии с «Правилами выполнения чертежей литейной формы и отливки» ГОСТ 3.1125-88. Основные работы и технологические указания, выполняемые при разработке такого чертежа, следующие:
определить и указать плоскость разъема модели и формы и положение отливки при заливке;
указать припуски на механическую обработку; указать припуск на усадку сплава; нанести литейные уклоны;
изобразить контуры стержней, их знаки и фиксаторы с необходимыми уклонами и зазорами;
показать направление набивки и плоскость разъема стержневого ящика, места вывода газов из формы и стержней; указать места установки жеребеек; показать отъемные части моделей; показать холодильники, их размеры и количество; указать усадочные ребра, стяжки, пробы для механических и других испытаний, технологические приливы;
показать литниковую систему, сечения ее элементов с указанием площадей и количества.
|
Рис.8.9. Пример конструктивного оформления отбуртовки в окнах |
Выбор плоскости разъема и положения отливки в форме.
При выборе плоскости разъема и положения отливки в форме очень часто имеется несколько вариантов. Поэтому выбор оптимального варианта учитывает соблюдение основных правил:
наиболее целесообразно получение отливок в одной полуформе; если это выполнить невозможно, то следует большую часть отливки располагать в нижней полуформе;
ответственные обрабатываемые поверхности отливок должны располагаться внизу или на боковых поверхностях формы;
отливку в форме следует располагать так, чтобы при затвердевании соблюдался принцип одновременного или направленного, затвердевания сплава;
линия разъема модели не должна проходить по базовым поверхностям отливки или по поверхностям с пониженной шероховатостью;
разъем модели и формы должен обеспечить применение минимального количества стержней и отъемных частей на модели, удобную сборку и простановку стержней в нижней полуформе.
Разъем модели и формы на чертеже детали показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком «Х- -X», над которой указывается буквенное обозначение: МФ — при применении разъемных моделей и Ф — неразъемных. Направление разъема обозначается сплошной основной линией, ограниченной стрелками, перпендикулярными линии разъема. Положение отливки в форме при заливке показывают буквами В (верх) и Н (низ), расположенными у стрелок, обозначающих направление разъема (рис.8.10).
Припуск на механическую обработку. Припуск на механическую обработку предусматривается только на обрабатываемых плоскостях и назначается с учетом общего допуска элемента поверхности, вида окончательной механической обработки и ряда припуска на отливку по ГОСТ 26645-85.
|
детали при заливке и припусков на механическую обработку |
Порядок определения общего припуска на механическую обработку следующий:
по принятому технологическому процессу литья, типу заливаемого сплава и наибольшему габаритному размеру отливки определяем степень точности поверхностей (Приложение 3, табл.11, ГОСТ 26645-85);
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.