|
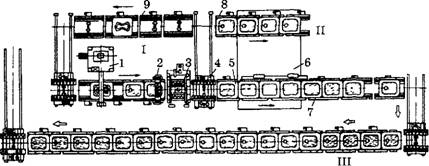
Рис.7.8. Схема комплексно-механизированной формовочной линии модели JI665: 1 — смеситель непрерывного действия для ЖСС; 2 — механизм срезки смеси; 3 — поворотно-вытяжная машина; 4 — передаточная тележка; 5 — конвейер литейный; 6 — сушильная камера; 7 — ветвь нижних полуформ; 8 — ветвь верхних полуформ; 9 — ветвь возврата модельной оснастки |
Пример комплексно-механизированной формовочной линии на базе смесителя непрерывного действия для ЖСС представлен на рис. 7.8. На этой линии изготавливают стальные и чугунные отливки серийного и мелкосерийного производства в опоках 2000x1600x300...600 мм. Производительность такой линии составляет 10 форм в час. Отличительной особенностью линии является полная механизация всех транспортных операций, а также кантовки полуформ и извлечения из них моделей. Линия включает три основных участка: I — формовки (начало цикла); II — сушки, отделки и сборки форм и III — заливки и охлаждения.
7.4. изготовление форм и стержней из холоднотвердеющих смесей
К холоднотвердеющим относятся пластичные смеси, отвер- ждаемые непосредственно в оснастке без дополнительных внешних воздействий. В соответствие с классификацией, представленной в табл. 7.1, холоднотвердеющие смеси в зависимости от природы связующего материала подразделяются на две основные группы: смеси на базе неорганических связующих (пластичные самотвердеющие смеси на жидком стекле — ПСС, цементные и фосфатные смеси); смеси на синтетических смолах (их традиционно называют холоднотвердеющими смесями — ХТС).
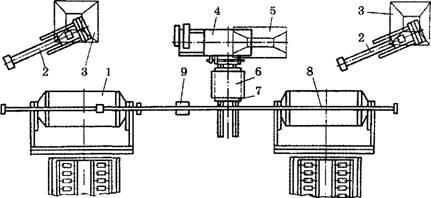
Как правило, ПСС при формовке используют в качестве облицовочного слоя. Основной технологией изготовления таких форм является двухстадийное приготовление смеси. В центральном смесеприготовительном отделении изготавливается базовая смесь, включающая (мас.%): песок кварцевый — 95,5; бентонит — 3,0-5,0; молотый уголь — 2,0-3,0 и жидкое стекло — 5,0- 5,5 (сверх 100%). Эта смесь подается на участок формовки в бункер 5 (рис. 7.9), откуда ленточным питателем дозируется в лопастный смеситель 4 периодического действия, куда дополнительно вводится необходимое количество (3,0-4,0%) феррохромового шлака и все компоненты перемешиваются в течение 60-80 с. После этого готовая ПСС выпускается в ящик 6, находящийся на тележке 7, которая подходит под монорельс 8. Тельфером 9 ящик 6 подается к одной из двух формовочных машин 1, изготавливающих верхнюю и нижнюю полуформы. После нанесения на предварительно смазанную разделительным покрытием модель облицовочной ПСС из бункера 3 поворотным ленточным транспортером 2 в опоку подается наполнительная смесь и производится встряхивание. Верхние слои формы доуплотняют пневмотрам- бовкой.
|
Рис.7.9. Схема участка изготовления форм из ПСС |
Достаточная сырая прочность смеси (0,02-0,03 МПа) дает возможность извлекать модель непосредственно после формовки. Готовые полуформы окрашиваются самовысыхающей или водной противопригарной краской. В случае использования водной краски осуществляется подсушка поверхностного слоя формы в проходных печах при температуре 180-220 °С в течение 15-20 мин, что приводит также к упрочнению слоя ПСС (прочность на сжатие после сушки достигает 0,6-0,8 МПа).
В последние годы все большее распространение получают ПСС, в которых вместо феррохромового шлака применяют жидкие отвердители типа сложных эфиров. Отличительной особенностью этих смесей является пониженный расход жидкого стекла (до 3%) и жидкого отвердителя (до 0,3%), что позволяет получать ПСС,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.