1. В соответствии с разработанной технологией определяется расчетный статический напор (Нр) по формуле (8.6).
2. По графику (рис.8.28), зная массу отливки с литниками и прибылями, находим массовую скорость заливки (тт) при определенном режиме заполнения формы (быстро, нормально, медленно).
Быстрая заливка применяется для тонкостенных и сложной конфигурации отливок. Медленная — рекомендуется для толстостенных отливок из серого чугуна. В остальных случаях используется нормальная заливка.
|
тпт, 300 200 100 50 30 20 10 5 3 2 1 0,5 0,2 |
|
200 Яр, мм |
|
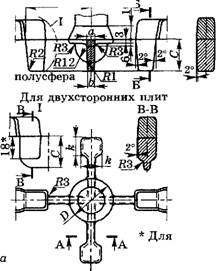
Для односторонних плит i..... _ А-А Oil |
|
Б-Б |
|
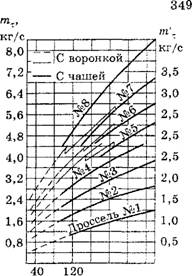
Рис.8.27. Щелевые дроссели крестообразные: а — одноходовые; б — график для определения номера дросселя |
|
дросселя №1 размер равен С |
3.
По массовой скорости заливки (тх), расчетному напору (Hp) и принятой конструкции литниковой системы
(рис.8.25-8.27) по графику определяем номер дросселя. В соответствии с номером
дросселя по справочным таблицам находим его размеры.
|
кг/с
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.