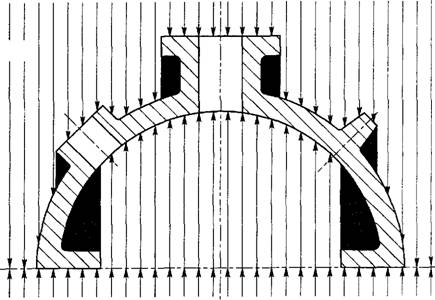
4. В литых деталях необходимо обеспечивать принцип одновременного или направленного затвердевания сплава. Это наиболее действенное средство борьбы с усадочными дефектами. Правильность конструкции отливки, в которой соблюдается принцип направленного затвердевания, проверяют методом вписанных окружностей, по которому окружность, вписанная в любое нижнее сечение детали (с учетом припусков на механическую обработку), должна свободно проходить в любых вышележащих сечениях (рис.8.4). В зависимости от конструкции отливки соотношение двух рядом расположенных диаметров (d1/d2 или /<23 ) рекомендуется принимать в пределах от 1:1,1 до 1:1,5.
5. Общим правилом при конструировании литых деталей должно быть стремление к минимальным затратам труда и материалов для изготовления модельного комплекта. Поэтому необходимо использовать минимальное число стержней, что повышает размерную точность и качество отливок, снижает трудозатраты на изготовление дополнительных стержневых ящиков и др. элементов модельного комплекта. Это может быть достигнуто за счет соединения смежных внутренних полостей или заменой внутренних полостей (рис.8.5, а) наружными (рис.8.5, б).
|
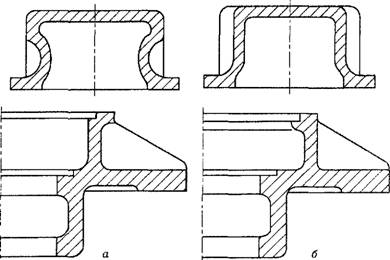
Рис.8.6. Конструкция отливок до (а) и после (б) устранения внешних поднутрений |
|
|Н |
|
|
Ф |
|
|
'в |
|
|
МФ |
|
|
В |
|
|
|
|
|
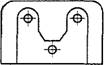
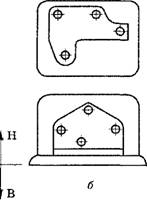
Рис.8.7. Варианты расположения платиков: а — нетехнологично; б — технологично |
|
^ Ф |
|
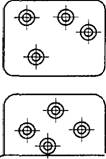
Рис.8.8. Схема проверки наличия внутренних и внешних поднутрений |
Повышение технологичности литой детали может быть достигнуто также за счет исключения внешних поднутрений (рис.8.6, а), которые требуют применения стержней или отъемных частей у модели (рис.8.6, б).
Небольшие приливы, бобышки и платики, находящиеся на вертикальных стенках (по формовке) (рис.8.7, а), следует объединять в один общий массив, как показано на рис.8.7, б, доводя его до плоскости разъема.
Расстояние между бобышками, приливами и другими выступающими частями, расположенными на горизонтальных плоскостях (по формовке), не должно быть менее указанных в табл.8.2.
|
Таблица 8.2 Расстояние между выступающими частями отливок
|
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.