Крупносерийное производство стержней характеризуется большими партиями изготовляемых стержней (десятки тысяч штук) с обязательным повторением их производства через определенные промежутки времени. Такие стержни применяют для изготовления отливок, предназначенных для сельхозмашиностроения, транспортного машиностроения и других отраслей.
К массовому производству относят постоянно изготовляемые стержни большими партиями, насчитывающими 100 тыс. и более штук в год. Это прежде всего стержни для изготовления отливок, предназначенных для автомобилестроения.
6.2. КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ СТЕРЖНЕЙ
Конструкция стержней должна обеспечивать минимальные отклонения размеров отверстий, полостей и других частей отливки, устанавливаемые стандартом. Изготовление стержня ручным или машинным способом должно быть минимально трудоемким. Необходимым условием является простота стержневого ящика (отсутствие отъемных частей, впадин и выступов). При изготовлении стержней на машинах наличие выступов и впадин требует доуплотнения под выступающими частями и в верхней части впадин.
В процессе изготовления мелких и средних стержней допускается только одна кантовка — при извлечении их из стерж-
15 Зак. 2456.
невого ящика. Для более крупных стержней следует предусматривать возможность установки на сушильную плиту в положение установки в форму. Наиболее целесообразна конструкция тяжелого стержня, изготовляемого вручную и перемещаемого краном, при которой отпадает операция кантовки. Если невозможно избежать кантовки, стержневой ящик снабжается специальными приспособлениями для этой операции: цапфами, скобами и др.
|
а
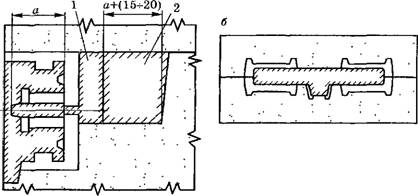
Рис.6.3. Конструкции стержней, обеспечивающие удобство их установки в форму: а — с вспомогательным стержнем; б — общий стержень на две отливки |
При невозможности установить основной стержень 1 (рис.6.3, а) для удобства сборки вводится вспомогательный стер- жбнь 2'
Прочность стержня — одно из основных требований к его конструкции. Следует по возможности избегать тонких перемычек между массивными частями стержней, приводящих к поломкам в тонкой части. В таком случае стержень рационально разделять на две и более частей, что приводит к упрощению процесса и снижению трудоемкости, несмотря на дополнительные операции по сборке и склейке частей. Разделение крупного стержня также необходимо, когда габариты стержневого ящика не вписываются в габариты столов эксплуатируемых машин. И наоборот, два стержня объединяют в один, когда применение жеребеек для устойчивости стержня нежелательно (рис.6.3, б).
Каждый стержень, кроме основной части,
оформляющей отверстия, полости и другие элементы отливки, должен иметь
дополнительные части — знаки, служащие для фиксации устойчивого
положения стержня в форме, а также вывода газов, выделяющихся из стержня при
заливке формы расплавом. По расположению в форме различают горизонтальные
(рис.6.4, а) и вертикальные (рис.6.4, б) стержни.
Рис.6.4. Расположение стержня в форме
Правильность установки и надежность крепления стержней в форме обеспечиваются размерами знаков и устройством фиксаторов. Знаки должны быть таких размеров, чтобы выдерживать нагрузку от массы стержня, давления расплава на верхнюю платформу и стержень. Размеры знака стержня определяют исходя из наименьшей поверхности, при которой давление на участок формы, сопряженный со знаком стержня, не превышает 50-75% прочности формовочной смеси на сжатие (асж). Площадь поверхности знака (SH) в нижней полуформе зависит от массы стержня (Q) и прочности формовочной смеси (рис.6.4):
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.