|
Рис.8.12. Стержневые знаки: а — горизонтальные; б — вертикальные |
Литейные уклоны. Технологические формовочные уклоны выполняются на формообразующих поверхностях, расположенных перпендикулярно линии разъема, для облегчения извлечения модели из литейной формы.
При назначении величины формовочных уклонов следует руководствоваться ГОСТ 3212-92. В зависимости от требований, предъявляемых к поверхностям отливок, условий ее сопряжения с другими деталями технологические уклоны следует выполнять:
на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки (рис.8.11, а);
на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими отливками, за счет увеличения и уменьшения размеров отливки (рис.8.11, б);
на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (рис.8.11, в) или увеличения (рис.8.11, г) размеров отливки в зависимости от поверхности сопряжения.
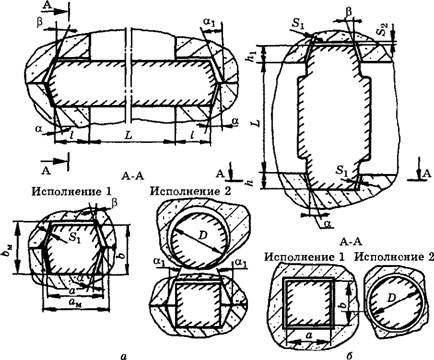
Стержневые знаки. Для оформления внутренних полостей, наружных углублений и выступов отливки применяются стержни. Установка и фиксация стержня в форме осуществляется с помощью стержневых знаков, которые в зависимости от положения стержня при сборке могут быть горизонтальными (рис.8.12, а) и вертикальными (рис.8.12, б). Конфигурация стержневых знаков выбирается в соответствии с ГОСТ 3212-92 и зависит от размеров сечения знаков (а + Ъ)/2 или D, длины стержня (L), положения его в форме (вертикальное, горизонтальное) и способа формовки.
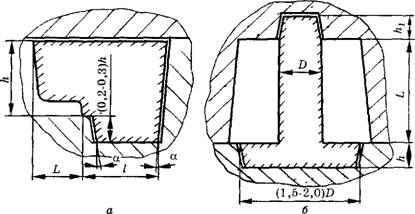
Длина знака консольного стержня I (рис.8.13, а) может быть увеличена до длины стержня L. Высоту верхних вертикальных знаков принимают не более 0,5 высоты нижних вертикальных знаков, определенных по ГОСТ 3218-92. При отношении L/D
2L
или--- > 5 нижнии вертикальный знак рекомендуется выполем + ft
нять в соответствии с рис.8.13, б. Формовочные уклоны на знаковых формообразующих поверхностях (а, р, aj), предназначенные для облегчения сборки форм, в зависимости от высоты знака и расположения его в форме, должны соответствовать размерам, указанным в ГОСТ 3212-92. Под знаковой формообразующей поверхностью понимают поверхность модельного комплекта, формирующую части литейной формы или стержня, не подлежащих соприкосновению с жидким металлом.
|
Рис.8.13. Примеры выполнения стержневых знаков: а — консольного стержня; б — вертикального тонкого стержня |
329
Между поверхностью формы и знаковой частью стержня необходимо предусмотреть технологические зазоры (Sj и которые необходимы для правильной установки стержней в форму. Значение зазоров Sj и «S>2 зависит от наибольшей высоты знаков и длины стержня между опорами и должно соответствовать значениям ГОСТ 3212- 92.
Для обеспечения точной фиксации
стержня и предотвращения его смещения относительно своей оси в литейной форме применяют стержневые знаки с фиксатором. Такие фиксаторы можно выполнять на вертикальных и горизонтальных знаках. Примеры исполнения контрольных знаков и их размеры приведены на рис.8.14.
Стержни, их знаки и фиксаторы, знаки моделей на чертеже детали изображаются в масштабе чертежа сплошной тонкой линией, которую допускается выполнять синим цветом. Контуры стержней и знаков следует наносить на минимальном числе изображений, обеспечивая при этом необходимое для изготовления модельного комплекта представление о контурах, расположении стержней и размерах знака. Стержни в разрезе штрихуются только у контурной линии по ГОСТ 3.1125-88 и обозначаются буквами ст. и номером, например ст.5, соответствующему порядковому номеру при сборке формы. Кроме этого, на чертеже указывается направление набивки стержня ( О ), разъем стержневого
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.