|
toss/s/ггю. |
При
использовании комбинированных методов в отличие от вибропрессового,
виброударно-прессового, прессово-ударного осуществляется последовательное
уплотнение формы двумя (или больше) методами с целью достижения требуемой
плотности во всех частях формы. Как правило, комбинированные методы пред-
|
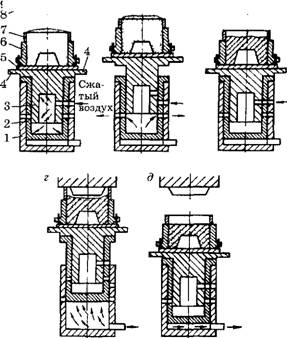
Рис.5.26. Схема уплотнения смеси встряхиванием с допрессовкой: а, б, в — встряхивание; г — допрессовка; д — возврат стола в исходное положение; 1 — прессовый цилиндр; 2 — встряхивающий цилиндр; 3 — встряхивающий поршень; 4 — стол; 5 — модельная плита; 6 — опока; 7 — наполнительная рамка; 8 — прессовая колодка; 9 — траверса |
ставляют собой сочетание последовательного использования одного из динамических методов уплотнения с прессованием.
Наиболее распространенным из комбинированных методов является получение форм встряхиванием с подпрессовкой (рис.5.26), которое осуществляется с использованием двух механизмов — встряхивающего и прессового, последовательная работа которых обеспечивает требуемую плотность смеси в форме. В современных формовочных машинах обеспечивается минимальное количество ударов встряхивающего механизма (10-20), что компенсируется высоким давлением допрессовки (0,7-1 МПа). Под- прессовку обычно применяют для опок размером не более 1500x1100 мм, так как для более крупных опок существенно увеличивают габаритные размеры механизма подпрессовки.
Как уже отмечалось, подпрессовка весьма эффективна и после предварительного гравитационного уплотнения литейной формы. В результате осуществляется доуплотнение рыхлых слоев над моделью, а также формовочной смеси, находящейся между моделями или между моделью и стенкой опоки. Гравитационно- прессовое уплотнение применяют для изготовления форм относительно небольших размеров до 970x700x260 мм, в которых получают мелкие и средние фасонные отливки. При этом давление подпрессовки находится в пределах 0,7-2,5 МПа.
Импульсная формовка, как выше было указано, также не дает возможности получать высокую плотность на уровне контрлада. Подпрессовка этого слоя смеси под давлением 0,7-2,0 МПа также приводит к выравниванию плотности по высоте опоки.
Отличительной чертой пескодувных методов изготовления форм и стержней является, как это уже отмечалось, их невысокая плотность. Поэтому при изготовлении форм всегда используют подпрессовку, а сам комбинированный способ получил название пескодувно-прессового, с помощью которого можно получать даже безопочные формы.
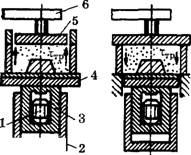
Современный пескодувно-прессовый процесс изготовления форм, реализуемый на автоматических формовочных линиях, состоит из двух стадий: вдува и допрессовки. Вдув формовочной смеси из резервуара в замкнутую камеру (опоку) производят с помощью сжатого воздуха. Вдув сопровождается заполнением формовочной камеры (опоки) смесью, ее уплотнением (плотность 1300-1450 кг/м3) и удалением отработанного воздуха в атмосферу. При допрессовке при повышенном давлении 1,0-1,5 МПа осуществляется окончательное доуплотнение смеси (плотность 1600-1650 кг/м3). Процесс вдува смеси для получения формы средних размеров длится примерно секунду, столько же длится и допрессовка.
С учетом времени создания замкнутого объема для вдува механизмами формовочного автомата, протяжки модельных комплектов, их отвода и подготовки к выдаче полуформы (формы) все операции на позиции формообразования занимают не более 5- 7 с (для форм мелких и средних размеров).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.