5лЛ
5 .
|
x = Hj\- |
|
(5.26) |
|
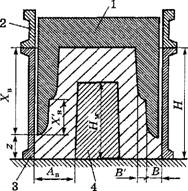
Рис.5.8. Схема прессования контурной плитой: 1 — контурная плита; 2 — наполнительная рамка; 3 — опока; 4 — модель |
Следует отметить, что профильной плитой практически нельзя регулировать плотность в узких зазорах между низкими частями модели или между моделью и стенкой опоки. Для устранения этого недостатка используют контурные прессовые плиты (рис.5.8). В отличие от прессования профильной плитой при контурном прессовании литейной формы контурная плита не столько прессует столб формовочной смеси, находящейся над моделью, сколько обжимает смесь вокруг модели, начиная от стенки опоки. При движении выступа
смесь отжимается к стенке модели, чему способствуют закругления на углах выступов и уклоны боковых стенок. Указанные на рис.5.8 размеры должны находиться в следующих пределах: ширина выступа В = (0,25-0,33) Ав; утолщение выступа В' = (0,25-0,33) В; общая высота выступа Хв = (1,0-1,2) Нм, а части выступа Х'в = 60- 75 мм; 2 = 35-50 мм. При Нм < 100 мм В' = 0. Применение контурной плиты позволяет получать достаточно равномерную твердость по сечению формы, находящуюся в пределах 94-99 ед.
Наиболее целесообразно профильные и контурное плиты использовать в массовом или крупносерийном производстве отливок. Однако это дополнительный элемент оснастки, удорожающий производство. Кроме того, использование этого метода требует дополнительных операций: засыпка смеси в образовавшиеся углубления и последующая допрессовка формы.

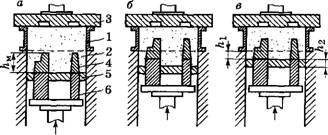
Последовательное прессование основано на использовании принципа относительного перемещения элементов оснастки, которое осуществляется в следующей последовательности (рис.5.9): перемещение моделей над плоскостью протяжной плиты на высоту hi; подъем протяжной плиты до совпадения ее плоскости с плоскостью разъема моделей на высоту h\; совместное перемещение моделей и протяжной плиты на высоту h2 до совпадения с ладом опоки. Использование этого метода позволяет получать достаточно равномерное распределение плотности смеси по высоте опоки.
|
Рис.5.9. Схема последовательного прессования: 1 — опока; 2 — смесь; 3 — основание; 4 — модель; 5 — протяжная плита; 6 — толкатель |
Недостатки: сложность конструкции модельной оснастки и механизмов, уменьшение числа моделей на модельной плите вследствие ослабления ее жесткости.
Прессование многоплунжерной головкой (рис.5.10).
Многоплунжерная
головка в зависимости от размеров формы может иметь от 30
до 100 плунжеров, на которых закреплены плиты — башмаки
1, каждый из которых закреплен на штоке 2 поршня (плунжера) 3, перемещающегося
в цилиндре 4. Каждый башмак под действием давления масла осуществляет прессование
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.