5.4.3. ИЗГОТОВЛЕНИЕ ФОРМ ЗАМОРАЖИВАНИЕМ
Этот метод обеспечивает получение бездефектных отливок в формах, изготовленных из смесей, основным связующим которых является вода. Для приобретения формовочной смесью необходимой прочности следует обеспечивать быстрое замораживание форм, которое может осуществляться двумя способами — после снятия формы с модели и до снятия с модели. Реализация первого способа требует обязательного введения в состав смеси дополнительно глинистого связующего материала, обеспечивающего
|
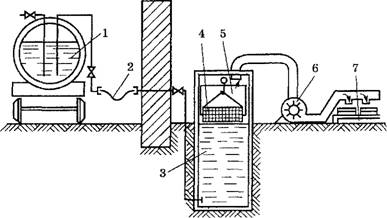
Рис.5.41. Схема оборудования для изготовления форм замораживанием |
необходимую для снятия без разрушений формы с модели прочность. При изготовлении форм по второму способу отсутствует необходимость в глинистом связующем. Смесь предварительно охлаждают перед подачей в опоку, а холод подводят через модельную оснастку, которую также предварительно охлаждают до температуры (-3)-(-5) °С. Существенным недостатком второго метода изготовления замороженных форм является необходимость в использовании более сложной модельной оснастки, которая должна обеспечивать подачу хладоносителя в смесь.
На рис.5.41 представлена схема изготовления форм, снятых с модельных плит, замораживанием. Жидкий азот (хладоноси- тель) из изотермической передвижной емкости 1 через металло- рукав 2 подают в теплоизолированный бак 3. Через загрузочное окно 5 форма 4, снятая с модели, погружается в жидкий азот, образующиеся при этом холодные пары азота вентилятором 6 подаются к стеллажу для собранных форм 7, обеспечивая тем самым поддерживание режима их замораживания.
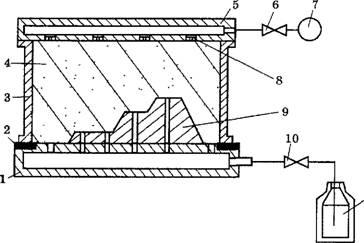
Для изготовления замороженных форм, не снимая их с модельной плиты (рис.5.42), применяется пустотелая, облицованная внутри теплоизоляцией плита, вертикальные каналы в которой сопряжены с каналами модели 9. Процесс формовки осуществляется следующим образом. На предварительно охлажденную модельную плиту через прокладки 2 устанавливают опоку 3, которую заполняют увлажненной песчаной массой 4 (влажность 4- 6%). Затем к опоке через прокладки прижимают коллектор 5 и открывают вентиль 10. Под действием атмосферного давления сжиженный газ емкости 11 через отверстия — каналы в плите и модели поступает к поверхности формовочной смеси, где испаря-
|
Рис.5.42. Схема изготовления форм замораживанием |
ется. Образовавшиеся холодные пары под действием вакуума, созданного при открытии вентиля 6, вакуумным насосом 7 в полости коллектора и через венты 8 в объеме смеси фильтруются через нее, способствуя тем самым замораживанию формы. Температура охлаждения формы достигает (-40)-(-50) °С, а прочность ее при этом находится в пределах 1-2 МПа.
Газопроницаемость замороженных форм на 20-30% выше, чем сырых, поэтому можно применять более мелкозернистые пески и тем самым улучшать чистоту поверхности отливок. В связи с этим качество поверхности и точность отливок, полученных в замороженных формах, выше, чем у отливок, полученных в сырых песчано-глинистых формах. Однако высокая энергоемкость, сложность оснастки и оборудования, а также дефицитность хладоагента ограничивают области и масштабы использования метода изготовления форм замораживанием.
5.5. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ МАШИННОЙ ФОРМОВКИ
При изготовлении форм вручную процесс формовки включает около 100 различных операций. Использование же современных формовочных машин позволяет резко сократить число операций и механизировать наиболее трудоемкие и тяжелые из них: уплотнение формовочной смеси в опоке, извлечение модели из полуформы, поворот нижних полуформ и их соединение с верхними. При этом применяют, в основном, две разновидности машинной формовки: раздельное изготовление полуформ на двух формовочных машинах и изготовление форм на одной машине.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.