В настоящее время на встряхивающих машинах применяется быстросменная оснастка, состоящая из прочной алюминиевой или деревянной обоймы, в которую устанавливают 1-4 ящика для изготовления стержней различных размеров. Время на замену стержневых ящиков не превышает 300-360 с.
|
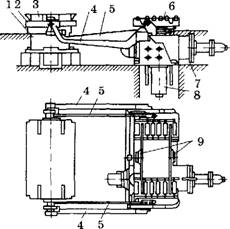
Рис.6.24. Встряхивающая машина с перекидным столом |
Процесс
изготовления стержней на встряхивающих машинах осуществляется в следующей
последовательности. Стержневой ящик или быстросменную оснастку закрепляют на
столе машины, засыпают небольшой слой смеси и слегка уплотняют его
пневматической трамбовкой, с особой тщательностью — под выступающими частями и
в боковых углублениях ящика. На слой смеси устанавливают каркас, через его окна
засыпают мелкую
гарь, смоченную жидкой глиной, и слегка утрамбовывают ее. Ящик с избытком
заполняют стержневой смесью, которая уплотняется при встряхивании стола
машины. Верхний слой смеси дополнительно уплотняют пневматической трамбовкой,
и срезают излишек.
На ящик укладывают сушильную плиту, закрепляемую с помощью приспособления, и стол машины с ящиком и плитой перекантовывают на 180°, после чего ящик поступает на приемный стол. После освобождения плиты от крепления включается протяжное устройство приемного стола, при этом стержень со вкладышами остается на сушильной плите, а ящик возвращается в исходное положение. Затем со стержня удаляют вкладыши, отделывают, окрашивают его и направляют на сушку.
Подробная технология изготовления стержней на пескодувной и пескострельной машинах описана в гл.5, (рис.5.20 и 5.22).
Изготовление стержней пескометом осуществляется также, как и пескометное уплотнение форм (гл.5.2.4). Этот метод целесообразно использовать для получения стержней средних и крупных размеров как в деревянных, так и в металлических ящиках.
При изготовлении стержней на прессовых машинах применяют прочные металлические ящики, способные выдержать высокие давления прессования.
Прессование не получило широкого распространения ввиду неравномерности уплотнения смеси по сечению стержня: уплотнение в верхней части ящика больше, чем в нижней; у вертикальных стенок ящика плотность смеси меньше, чем в середине его. Прессованием уплотняют стержни небольших размеров по высоте и простой конфигурации. Несложные стержни, изготовляемые на прессовых машинах, могут иметь высокую прочность, и их часто устанавливают в форму в сыром виде. Прессовые машины располагают на участке сборки форм и для изготовления стержней используют формовочные смеси.
Процесс
изготовления стержней по разъемному ящику на прессовой машине (рис.6.25)
складывается из следующих операций. На траверсе 3 (рис.6.25, а)
прессовой машины монтируют верхние половины стержневых ящиков 4; на стол машины
1 устанавливают нижние половины ящиков 2 и наполняют их смесью; укладывают
каркасы 6; на нижнюю половину ящика устанавливают наполнительную рамку 5 и
заполняют ее смесью; обжав руками смесь, рамку снимают; стол машины подводят
под траверсу и включают прессовый механизм (рис.6.25, б), при этом излишняя
смесь выдавливается в желобок; стол возвращается в первоначальное положение
(рис.6.25, в), стержень извлекается и направляется на
сборку. Для уменьшения прилипаемости сырой
смеси к стенкам ящиков их нужно подогревать или покрывать противоадгезионным покрытием. а з б
|
к l>Jwk • Ш ■ я |
|
|
!— |
|
|
\—л |
г—7 |
|
j |
|
|
f-Щ |
jR" |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.