ся непосредственно перед заливкои в них расплавленного металла. Температура прокаливания находится в пределах 500-600 °С и зависит от температуры заливаемого сплава.
Масса металла, набираемая в ковш, определяется суммарной металлоемкостью форм, заливаемых из одного ковша, с учетом дополнительно набираемого (3-5% от объема ковша) излишка металла для компенсации возможных потерь. Металлоемкость заливочного ковша М, кг рассчитывается по следующей формуле:
|
М |
Af ~
(9.1)
At,
где At — допустимый интервал температуры заливки сплава, °С; Att — падение температуры металла в ковше за время заливки одной формы, °С; Р, — металлоемкость формы.
При выборе емкости ковша следует иметь в виду, что ковши наполняются металлом не более 7/8 их высоты. Перед заливкой с поверхности металла в ковше удаляется основная часть шлака. Заливка форм должна вестись непрерывно, с полным наполнением чаши или воронки. При несоблюдении этого требования возможно попадание шлака в форму и захватывание воздуха струей жидкого металла, что может привести к браку отливок. Высота струи от носка ковша до литниковой чаши или воронки не должна превышать 200-300 мм. Вначале подача металла из ковша производится медленно, равномерно и спокойно. После расходования примерно половины дозы постепенным наклоном и подъемом ковша увеличивают динамический напор струи, ускоряя поступление металла в чашу.
При заливке форм на непрерывно движущемся конвейере, ковш должен перемещаться в сторону движения форм со скоростью конвейера. Для этих целей используют специальные механизмы, позволяющие осуществлять синхронное движение заливочного ковша и конвейера. Скорость заливки металла из ковшей зависит от пропускной способности и типа литниковой системы заливаемых форм. Для мелкого и среднего литья скорость заливки изменяется от 0,5 до 6 кг/с, для крупного она достигает 10- 30 кг/с и более.
Внедрение в производство высокопроизводительных автоматизированных поточных линий требует автоматизации заливки
|
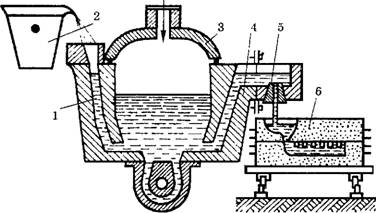
Рис.9.2. Схема автоматической заливки форм с вытеснением порции сплава избыточным давлением |
литейных форм. При автоматизации заливки основной задачей является точность дозировки порции сплава, подлежащего заливке в форму. Дозирование сплава осуществляется разными способами: вытеснением из раздаточного устройства порции сплава, дозированием сплава с помощью фотоэлектрического датчика — фотоэлемента, регулированием скорости заливки и т.д. На рис.9.2 показана схема автоматической заливки опочных форм на литейном конвейере установкой с вытеснением порции сплава избыточным давлением. В момент, когда литниковая чаша формы 6 останавливается под калиброванным отверстием 5 заливочного желоба машины, на зеркало сплава, замкнутого под колпаком 3, подается сжатый воздух. Под давлением воздуха сплав по каналу 4 поступает к калиброванному отверстию. Объем порции регулируется временем воздействия сжатого воздуха на зеркало сплава. Заливочная машина периодически пополняется сплавом из ковша 2 через канал подачи сплава 1.
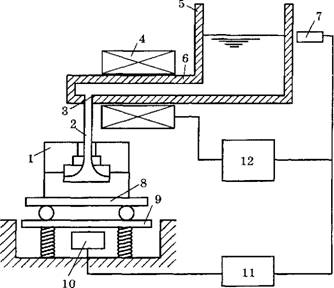
Заливочная установка с автоматическим регулированием скорости заливки расплава посредством электромагнитного насоса показана на рис.9.3. Футерованная огнеупорным материалом емкость 5 для расплава с горизонтальным или наклонным днищем соединена с металлопроводом 6, имеющим в передней части калиброванное отверстие 3. Вокруг металлопровода 6 устанавлива-
|
Рис.9.3. Схема установки для автоматической заливки форм с электромагнитным насосом |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.