Новые методы неразрушающего контроля. В последние года для контроля качества отливок начали применять лазерные и томографические методы. При лазерном методе флуоресцентное вещество разбрызгивается на детали, и после удаления излишков и высыхания вещества отливки освещаются лазером. Темно- синий цвет лазера вызывает яркий желтый свет флуоресцентного вещества, находящегося на поверхности дефекта. Установка может работать в автоматическом режиме, а фиксирование дефектных деталей производится фотоумножителями. Метод применяется для обнаружения дефектов, выходящих на поверхность отливки.
Томография позволяет производить снимок слоя,
лежащего на определенной глубине контролируемого изделия. Получение послойного
снимка основано на просвечивании объекта рентгеновскими лучами по многим
направлениям при взаимном перемещении источника излучения, объекта и
измерителя интенсивности прошедших через объект лучей. В настоящее время
создан образец промышленного томографа, предназначенного для контроля корпусов
трансмиссий и головок двигателей, изготавливаемых из алюминиевых сплавов.
10.3. методы обработки результатов контроля. статконтроль
При сведении контроля качества отливок и фиксировании результатов нельзя использовать полученные данные контроля для профилактической работы по устранению обнаруженных недостатков, т.к. не установлены причины брака и закономерности его появления. Чтобы управлять литейными процессами и своевременно предупреждать появление брака, необходимо знать, какие факторы в каждый конкретный момент преобладают над всеми остальными и вызывают тот или иной вид брака. Такая задача успешно решается с помощью статистических методов обработки результатов контроля.
Цели статистической обработки могут быть различны: установление связи между качеством сырья и готовой продукцией, изучение влияния отдельных этапов производства или технологического процесса на качество отливок, определение вероятности появления различных видов брака в конкретных условиях производства и т.п.
На основании отдельных результатов контроля устанавливается закономерность распределения случайной величины (например, закономерность распределения случайных отклонений размера отливки от номинального), с помощью которой определяются участки возникновения дефектов.
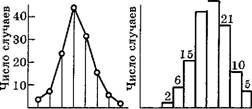
При описании закономерностей распределения случайных величин используют частотные диаграммы, построенные по результатам достаточно большого количества наблюдений. Они называются полигоном (выполненные в виде ломаной линии, рис. 10.12, а) или гистограммой (выполненной в виде столбчатой диаграммы, рис. 10.12, б).
|
|
|
271 |
|
32 |
|
Об 8 10 12 |
|
74 78 82 86 90 Размерная шкала б |
|
Рис. 10.12. Частостиая диаграмма: а — полигон; б — гистограмма |
|
86 90 тотной линией |
|
линиеи |
|
а |
Кривая частот может быть построена с достаточной достоверностью только при достаточно большом количестве наблюдений.
Плавная кривая, достаточно близко совпадающая с ломаной час-
(полигоном), построенной по результатам наблюдений, называется расчетной кривой и
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.