В литейных цехах применяют линии всевозможного назначения и состава. Наряду с поточными механизированными формовочными линиями, на которых лишь часть операций формовки механизирована, имеются комплексные автоматические линии, где все процессы — от изготовления формы до получения охлажденной отливки и подачи ее на очистные операции — автоматизированы.
Механизированные формовочные линии наибольший эффект дают в условиях мелкосерийного многономенклатурного производства, как это имеет место, например, в станкостроительной отрасли. Такие линии подразделяются на линии, в которых сборка форм производится вне транспортирующего устройства, и на линии, в которых сборка форм осуществляется непосредственно на формовочном конвейере.
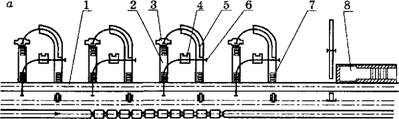
В первом случае (рис.5.54, а) выбитые на решетке 8 опоки в собранном виде подаются на рольганг 7, с которого верхняя опока с помощью подъемника на монорельсе 6 снимается и переме-
|
|
|
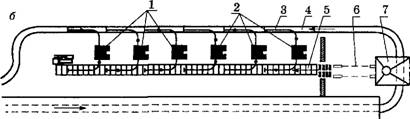
Рис.5.54. Схема механизированных формовочных линий: а — со сборкой форм вне конвейера; б — со сборкой форм на литейном конвейере |
щается к формовочной машине 4, где изготавливаются верхние полуформы. Нижняя опока по монорельсу 5 подается к машине 3 для изготовления нижних полуформ. На линиях такого типа, как правило, используются встряхивающие формовочные машины с подпрессовкой. Заформованная нижняя опока поступает на рольганг 2, где производится ее отделка, ремонт, установка стержней и верхней полуформы на нижнюю. Готовая форма подается на формовочно-литейный конвейер 1, который перемещает ее на заливочный участок.
По второй схеме (рис.5.54, б) выбитые на позиции 7 опоки, проходя через распаровщик 6, поступают раздельно (верхняя и нижняя) на пластинчатый конвейер 5, который доставляет их к машинам формовки нижних 2 и верхних опок 1. Заформованные нижние опоки с помощью подъемника и монорельса 3 устанавливаются на конвейер 4, где производится отделка, ремонт и установка стержней. По мере продвижения нижних полуформ по конвейеру осуществляется установка на них верхних, т.е. сборка форм, которые по этому же конвейеру транспортируются на заливку, охлаждение и выбивку.
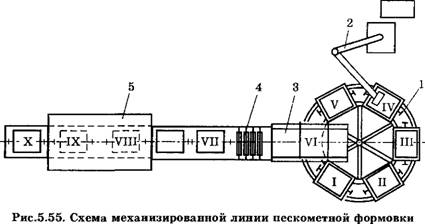
Для изготовления крупных форм (2000-3000х1000-2500х 800-900 мм) в составе механизированной линии целесообразно использовать прессовые или импульсные формовочные машины, а также пескометы. На рис.5.55 в качестве примера приведена схема механизированной линии изготовления крупных форм с помощью пескометного уплотнения, состоящей из шестипозицион- ной карусели 1, пескомета 2, кантователя 3, рольганга 4 и установки 5 для подсушки форм. На конвейере по рельсам с помощью гидравлического привода перемещаются шесть тележек, на которые установлены модельные плиты и опоки.
|
|
На позиции I на координатную плиту устанавливают модель и покрывают ее разделительным покрытием, обеспечивающим получение хорошего отпечатка формы. При повороте карусели на позицию II на плиту устанавливают опоку и наносят слой облицовочной смеси. Затем на позиции III на ребра опоки навешивают крючки и уплотняют с помощью вибрации слой облицовочной смеси. На позиции IV с помощью пескомета 2 осуществляют уплотнение наполнительной смеси. Верхний слой формовочной смеси доуплотняют пневмотрамбовками на позиции V, после чего удаляют излишки смеси, накалывают иглой вентиляционные каналы, удаляют модели выпоров, прибылей и стояка. На позиции VI осуществляется кантовка полуформы, извлечение из нее модели и подача по механизированному рольгангу 4 на позицию VII, где полуформа отделывается и окрашивается. На позициях VIII и IX в проходном сушиле в течение 12-102-18 102 с осуществляется поверхностная подсушка полуформ. С позиции X готовые полуформы снимаются мостовым краном и транспортируются для сборки и заливки на плацу литейного цеха.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.