|
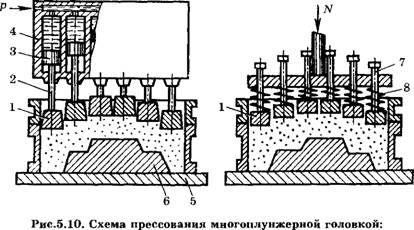
а — гидравлическая или пневматическая; б — толкатель |
независимо от других и уплотняет смесь как над моделью 6, закрепленной на подмодельной плите 5, так и вокруг нее. Объединяя плунжеры в несколько групп и подавая в каждую масло под различным давлением, можно производить поочередное (раздельное по времени) прессование отдельных полостей форм, обеспечивая тем самым лучшие условия перетекания смеси внутри формы и более равномерное ее уплотнение. Такие плунжерные головки называются активными.
В отличие от активных, у пассивных многоплунжерных головок все цилиндры соединены между собой, прессовая колодка не создает усилий прессования, а только передает их смеси. При прессовании пассивная головка и (или) полуформа движутся навстречу друг другу, и после соприкосновения башмаков со смесью происходит ее уплотнение. Плотность смеси в надмодельной области увеличивается быстрее, чем в околомодельных зонах, поэтому над моделью интенсивно растут сжимающие напряжения. Так как давление жидкости над всеми поршнями 3 в любой момент процесса одинаково, то более интенсивный рост напряжений в надмодельной области приводит к тому, что башмаки 1 плунжера, расположенные над моделью, начнут перемещаться вверх относительно начального положения, а башмаки, расположенные над околомодельными областями формы, будут перемещаться вниз, продолжая уплотнять смесь.
К
разновидностям пассивных относятся и многоплунжерные пружинные головки
(рис.5.10, б), башмаки 1 которых укреплены на стержнях 7 и упираются в витые
пружины 8. Однако эффек
тивность их работы, зависящая от жесткости пружин, значительно меньше, чем
гидравлических или пневматических многоплунжерных головок.
Для повышения плотности смеси в промежутках между моделями, а также моделями и стенкой опоки целесообразно использовать управляемую многоплунжерную головку, башмаки которой движутся не одновременно, а в определенной последовательности.
Дифференциальным прессованием в настоящее время успешно формуют такие сложные модели, как блоки автомобильных цилиндров, получая при этом формы в опоках размером до 2900x1100х(400-600) мм. При этом обеспечивается давление прессования 2,0-5,3 МПа при количестве башмаков 36-96 шт. Так же, как и в случае использования профильной прессовой плиты, применение многоплунжерной головки приводит к необходимости осуществления дополнительных операций, связанных с засыпкой смеси в образовавшиеся при формовке углубления и последующим доуплотнением формы.
|
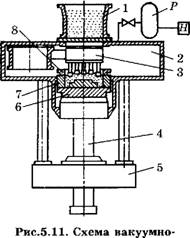
прессовой формовочной машины |
Прессование с одновременным вакуумированием (рис.5.11) обеспечивает
увеличение равномерности распределения плотности смеси по всему объему формы.
Сущность метода заключается в следующем: подмодельная плита 6 с опокой 7 и наполнительной
рамкой 8, установленные на станине 5 с прессующим поршнем 4, перемещаются в
герметичную вакуумную камеру 2. Пассивная многоплунжерная головка 3 в этой
позиции расположена в крайнем правом положении таким образом, чтобы смесь при
открытии шибера из дозатора 1 смогла заполнить опоку и наполнительную рамку.
После этого перед началом прессования шибер закрывается и головка 3
перемещается влево в рабочее положение, а из вакуумной камеры откачивается
воздух. Модельная плита 6 и глубокие карманы моделей имеют венты, которые
сообщены с вакуумной камерой 2, разрежение в которой постоянно поддерживается
через ресивер Р вакуумным насосом Н. Прессование движением поршня 4 вверх
осуществляется при одновременном вакуумировании смеси, что обеспечивает снижение
ее влажности и повышение прочности формы вследствие удаления защемленного в
порах воздуха.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.